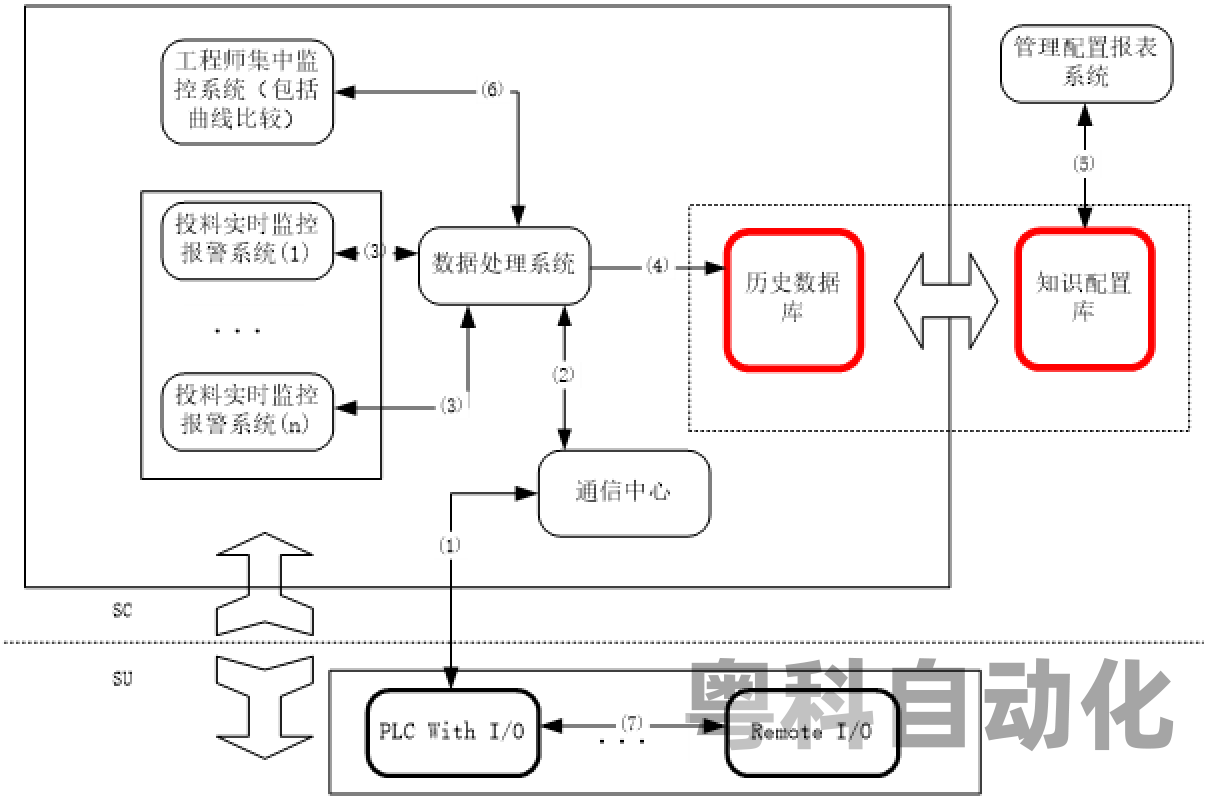
原有系统将经验规律总结后写入到PLC内,由于PLC容量的限制,不能加载太多的历史参照数据,无法适应水质突变的情况;也难以利用大量的水质和投加量数据,持续对参照值进行调整优化,做到自适应。
针对上述的缺陷,XX水厂拟将专家系统提升到服务器中运行,在保证服务器与PLC之间通信链路正常的情况下,利用以往全部的历史水质和投加量记录作为参照依据。
对于参照值使用后水质不够好的情况,修正后作为新的参照,自动适应。

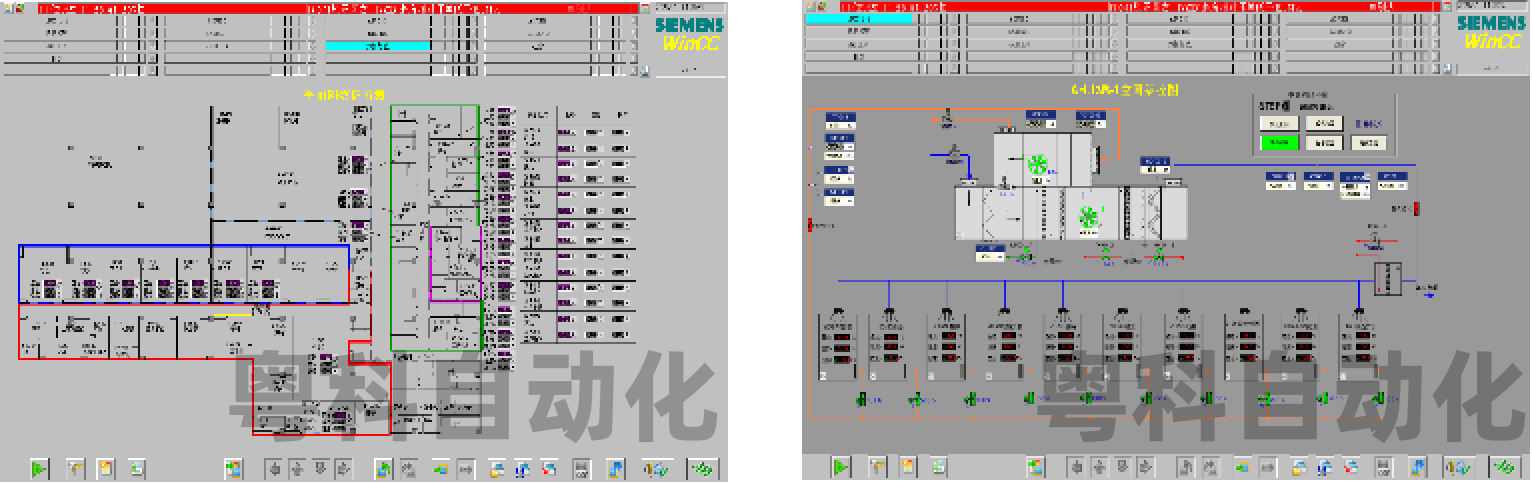
1.水厂监控软件系统
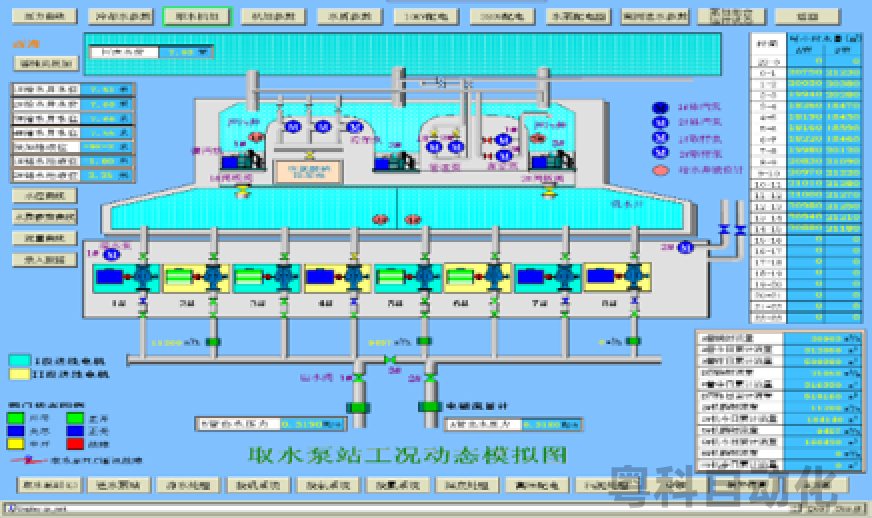
2.取水泵站控制系统
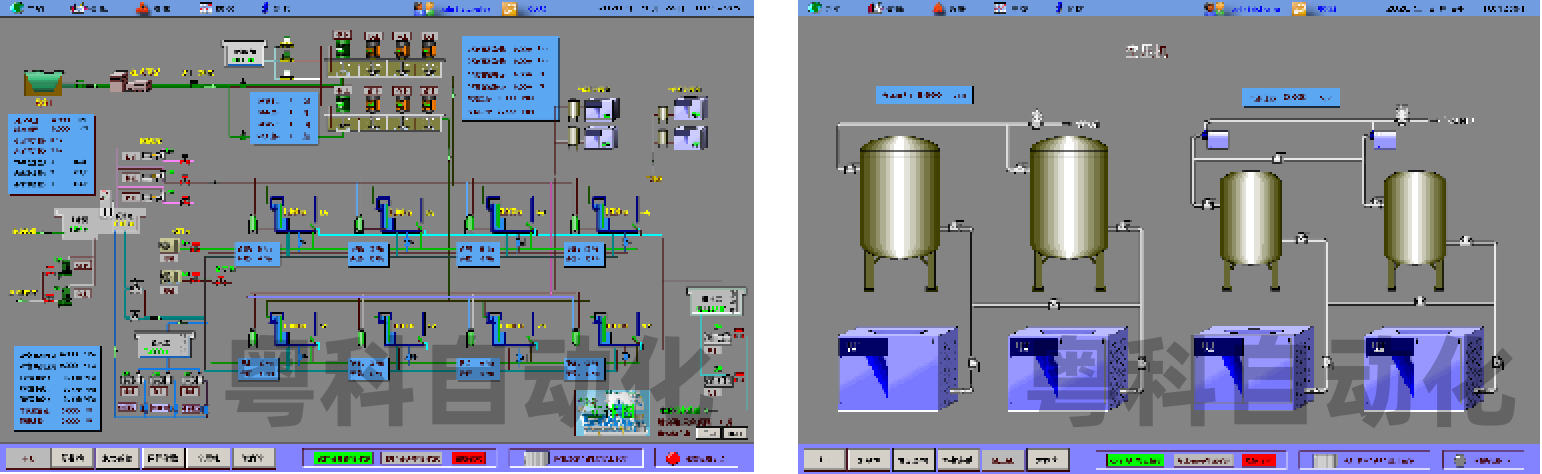
3.投氯控制系统 投矾控制系统
4.沉淀池及V型滤池控制系统
5.臭氧及炭滤池等深度处理控制系统
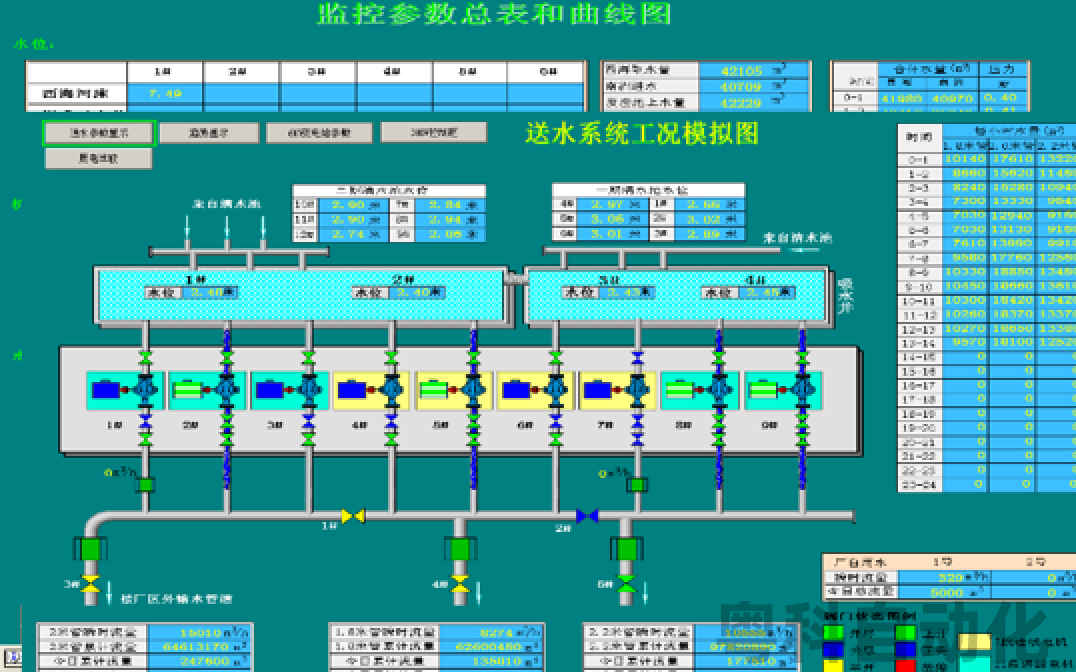
6.送水泵站控制系统
7.污泥处理控制系统
·全厂综合自动化系统。
·包括取水、投氯、投矾、净水、送水等。
·调度室集中监视控制。
·获得国际发明展览会金奖。
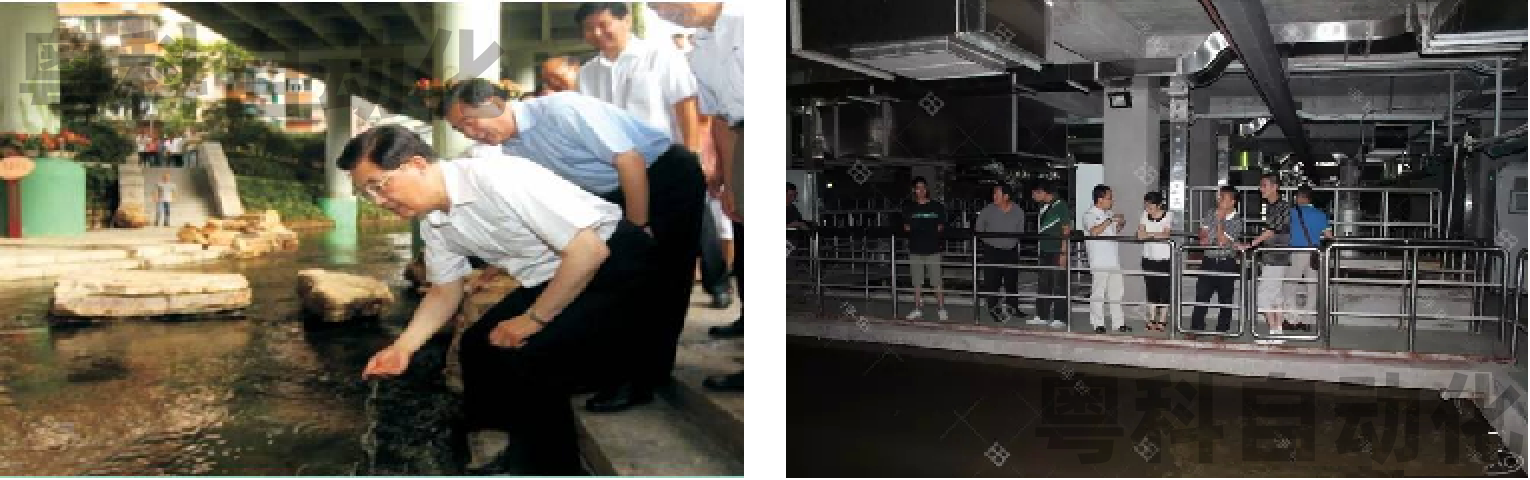
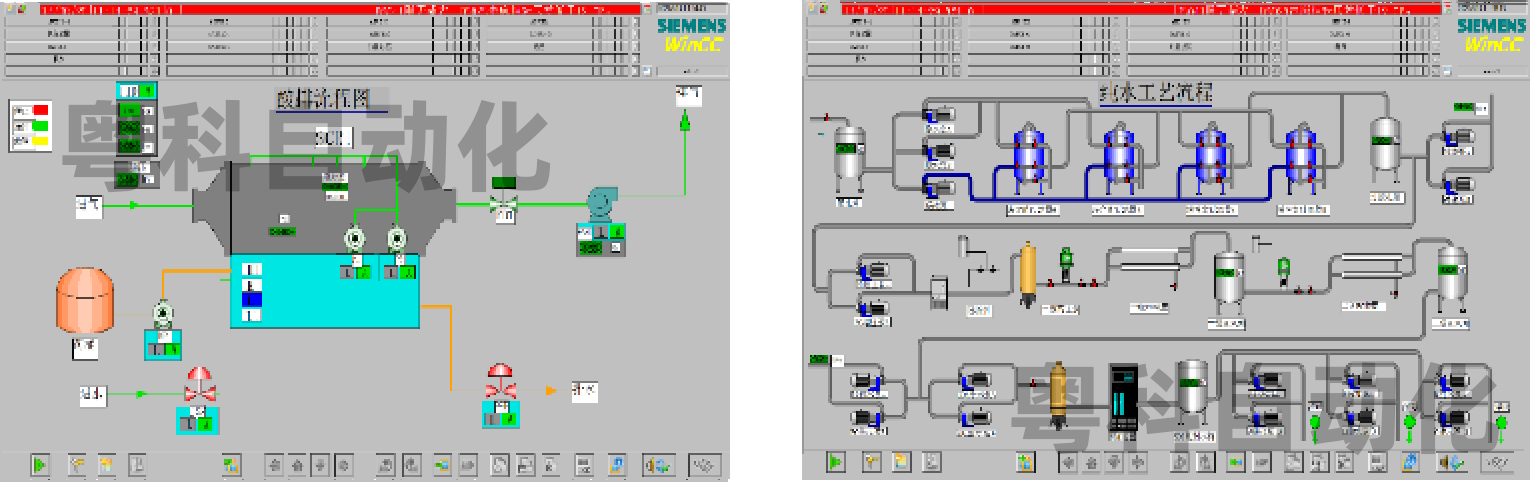
东濠涌是珠江广州段的主要河涌之一,宽7~11m,全长约5km²,在广州市越秀区境内。其发源于白云山下的麓湖,在麓景路入地下暗河,经下塘西路至小北路,在北较场路附近转为明渠,沿越秀路一直南下,在江湾大酒店旁注入珠江。
在治理之前东濠涌是一条以“四害”温床、“六乱”死角而闻名的“旺地臭水沟”。为迎接亚运会,广州市政府于2009年开始对东濠涌河道开展九大整治工程。通过采取雨污分流、净水补水、景观提升等方法,不仅改善了东濠涌的水质,使之成为居民亲水戏水之地。
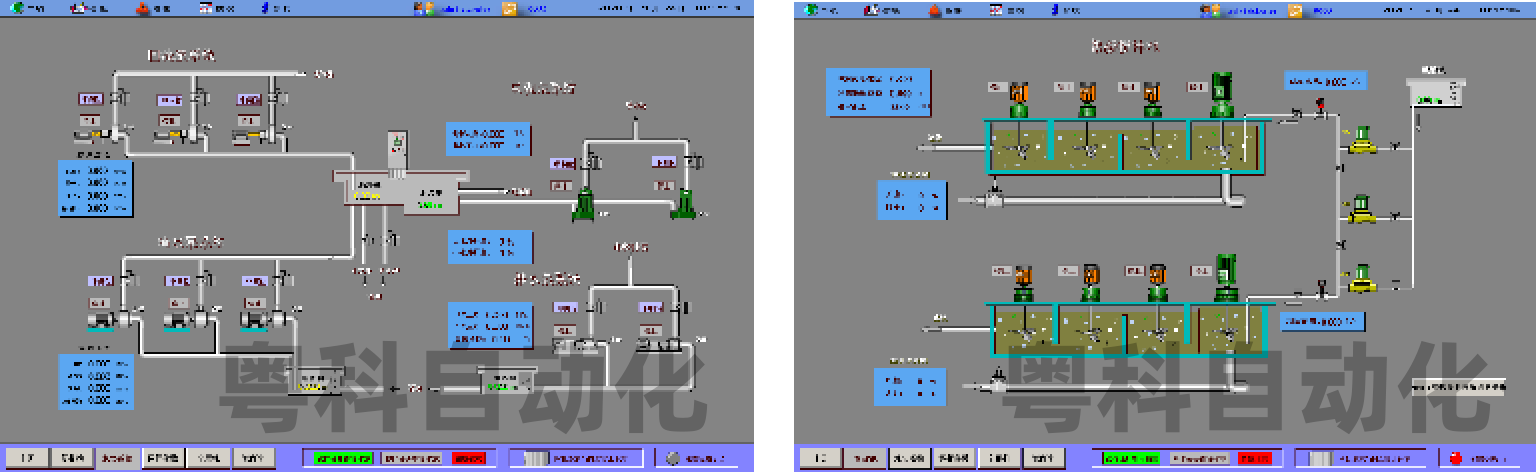
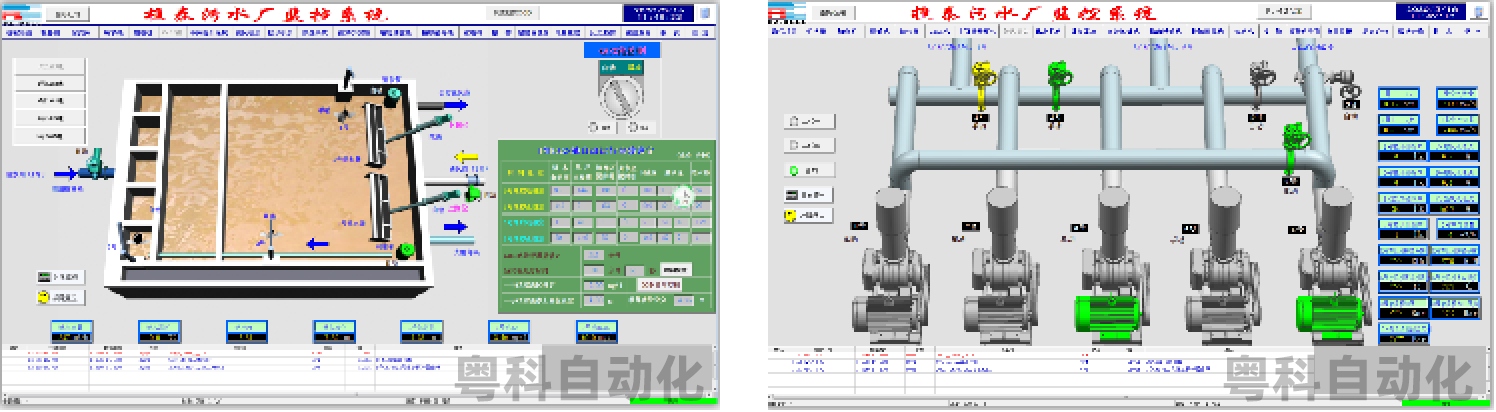
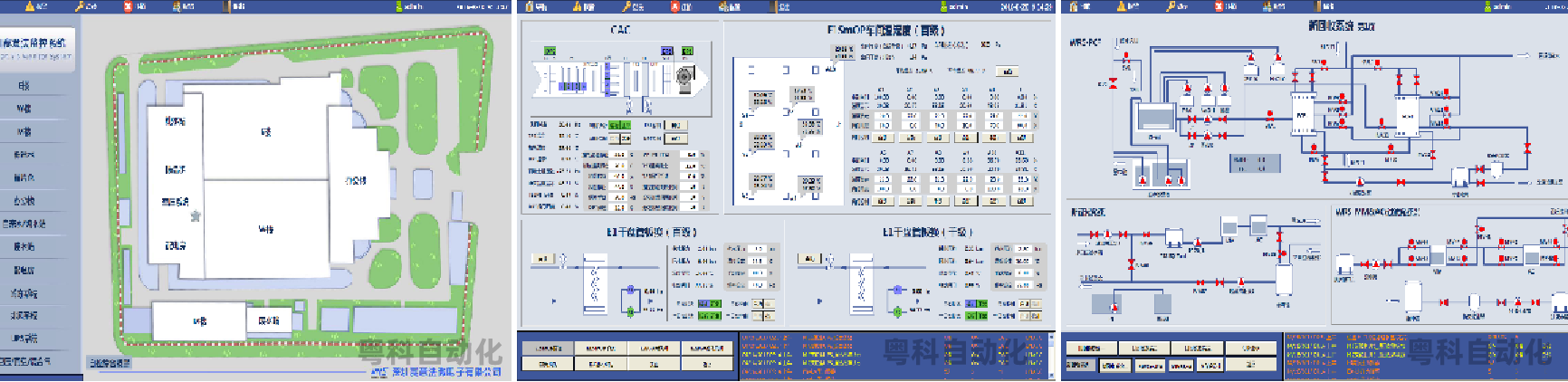
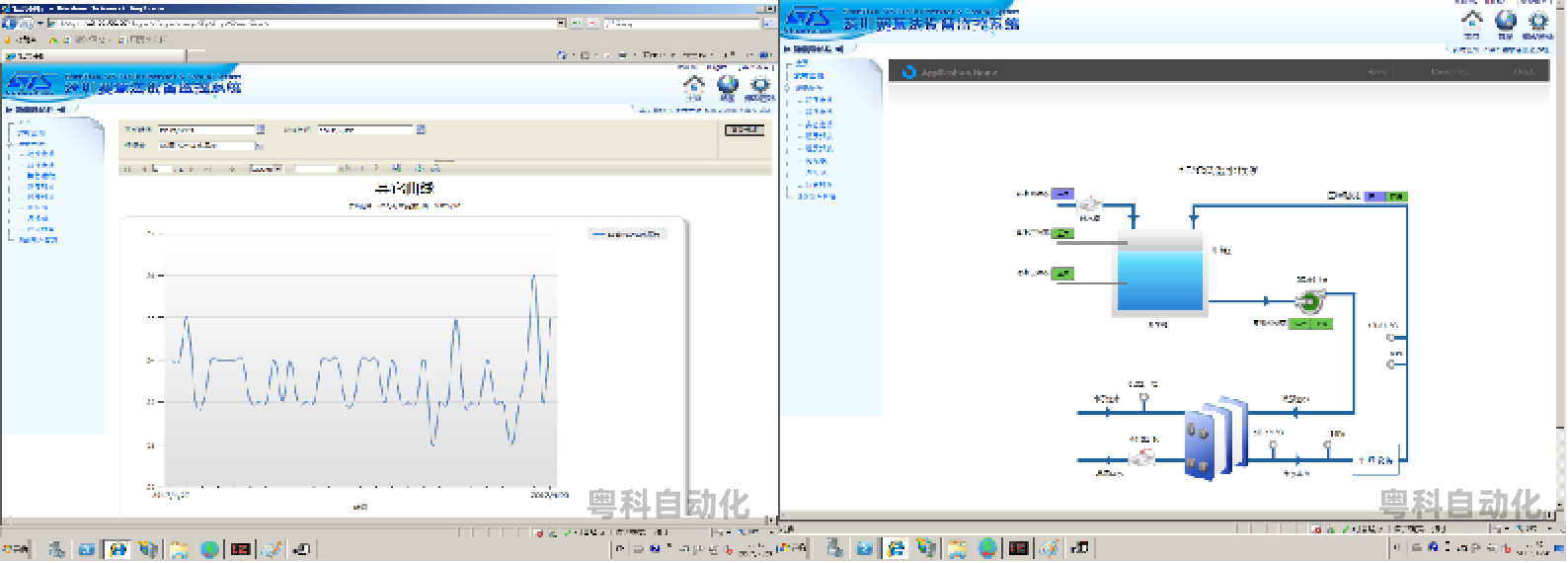
水质净化厂建设采用综合式的地下气浮生物滤池为主体工艺,通过混合絮凝、气浮过滤、紫外线光催化氧化等主要流程,对补水水源进行净化处理。经此工艺处理过的河水能达到清澈、透明、可触摸,对人体皮肤无伤害的理想效果。净水厂自控系统实现了对整个水质净化过程自动控制的需求,并完成了对既有数据统计分析、记录和生成报表等功能。
·东濠涌的水质得到极大的改善,劣五类黑臭河涌,到二类优质水质;从人人绕道避之的地方,到休闲漫步、消夏避暑的好去处。
·河涌周边生态环境逐渐向好,有效推动了周边河涌治理的工作。
·起到雨污分流和排洪防涝的功能
广东省住建厅、环保厅联合印发了《关于进一步加快敏感区域污水处理设施提标改造工作的通知》,要求到2018年年底前,全省210座处于敏感区域的生活污水处理设施必须完成提标改造工作。
客户对佛山市南海区西区4间污水处理厂进行提标改造。

该项目是为客户建立的污水处理自动化控制系统, 在原有生产工艺流程的基础上增加了包括中间提升泵站房、高效过滤池、精密滤池、接触消毒池等工艺措施。实现了对整个污水处理过程控制提标改造的需求,并完成了对既有数据统计分析、记录和生成报表等功能。
·COD、氨氮、总氮、总磷等等的排放指标提高。
·自动生成日报表和月报表。
·原有系统老旧设备进行更新换代,维护更方便。
·原有系统遗留问题得到修复和改善。

该项目是为客户提供稳定产品质量提供了完善的解决方案,目的就是解决生产现场称
配料、乳化关键的生产工艺中,可以防止工人出错纠错,让生产的各项关键参数,按照规定的范围执行,使得产品质量
稳定提升,目前已经实施完第一期,正在和客户讨论二期内容和范围。
1.对于相同的产品,每次生产质量并不是完全稳定,除了原材料的批次差异,还要控制称配料、乳化这两个关键环节。
2. 管理者无法及时了解工单的生产实时状况。
3.错料或错批时有发生,导致生产浪费,产品质量下降。
4.人员流动大,新来员工对工艺不熟悉,导致生产效率低下,浪费人力。
5.出现产品质量问题,无法有效追溯。
6.配方的更新无法及时反馈到各个部门,沟通成本巨大

1.通过管理现场的人、机、料、法、环让称配料、乳化工艺更加标准化,使得产品质量更稳定。
2.物料管控,让合格物料新进先出,临期产品尽快质检,不合格产品走报废流程,从物料层面为提高产品质量打好基础。
3.称配料防差错,在化妆品生产的关键工位自动计算和有效把控,提高产品质量。
4.通过对生产的管理记录,在发生质量问题时,可以快速追溯,从而定位问题。
1.公司已经进行生产管理的GMP认证,需要生产管理系统必然也要符合GMP规范要求。
2.提高生产产品质量,降低由于人员的疏忽、物料的污染、错料错批等原因带来的产品质量下降。
3.对质量问题,可控可追溯。

该项目是为客户建立MES&WMS系统 ,目的是从原料仓源头开始捉住每个环节,管理人机料法 环,全面提升生产效率及质量 ,同时降低一切非必要的生产浪费,降低成本。
·通过对原料仓的管理,在发生质量问题的时候,可以追溯到每个供应商每个批次,能够更有效的定位问题,进而提高市场口碑。
·通过打通ERP与生产现场,一方面让生产现场更快速、有效的了解生产计划,另一方面能够让决策层更实时了解生产现场,从而合理安排计划。
·建立追溯链条,能够快速定位异常批次,提高产品质量、降低成本。
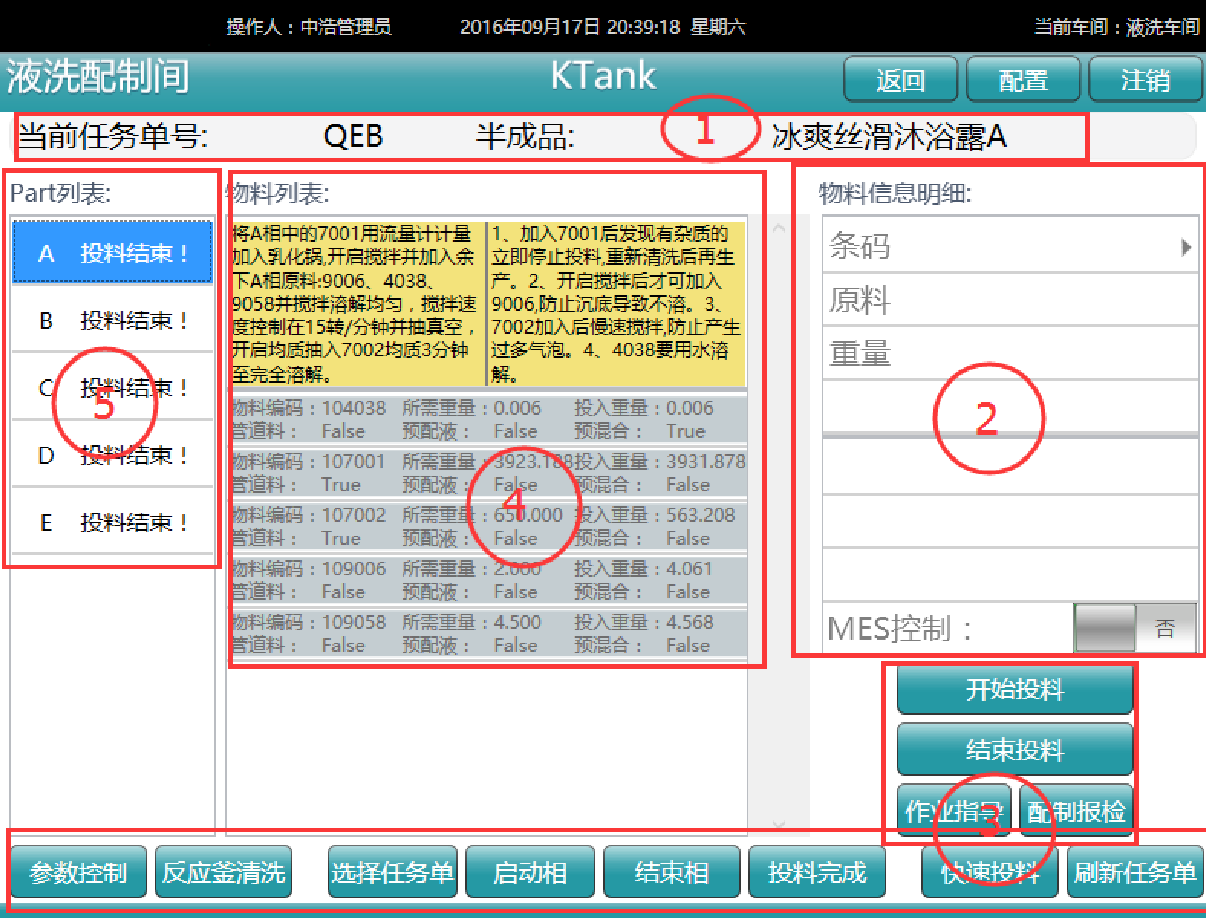
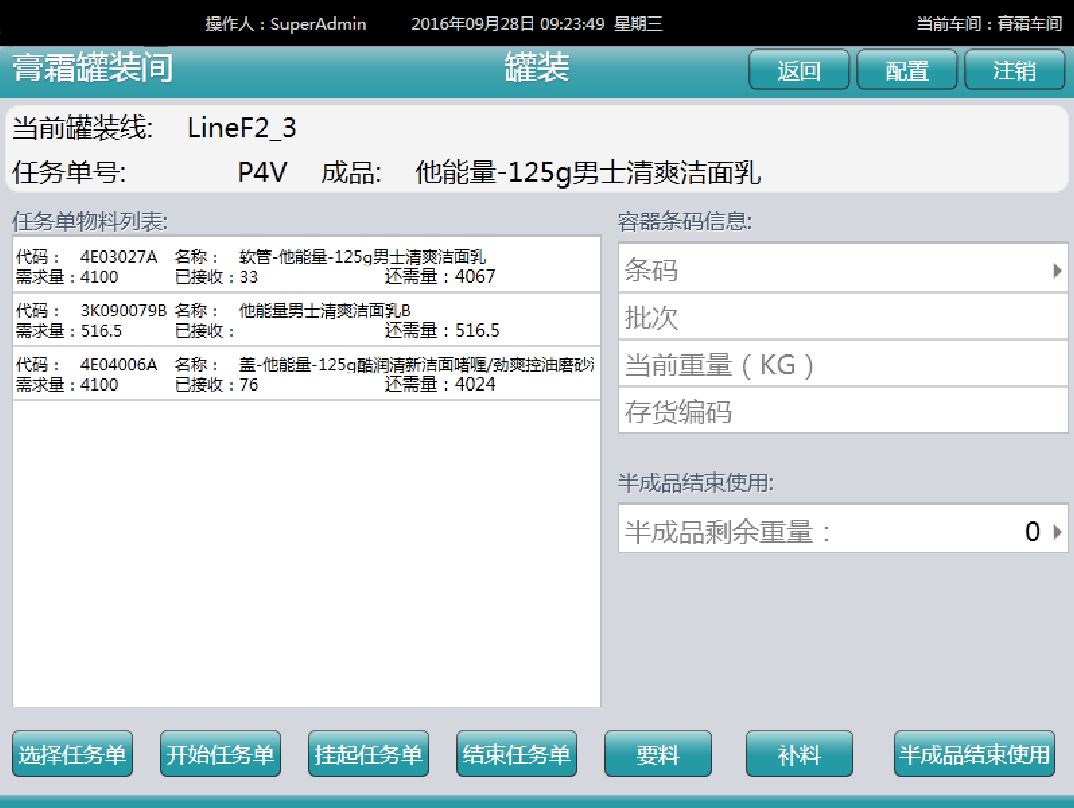
1.温度、转速控制不准,不能达到既定的要求,从而影响产品质量。 2.有导致投料顺序错误,不符合《配制程序》的可能。 3.生产时间控制不准导致生产力浪费,造成生产延误。 4.手工填写生产记录不可避免地存在有失客观情况的可能,也不方便生产管理人员对生产记录的评审和对照。 5.各个生产设备的人工手动控制,相对独立。使控制分散导致在生产过程中一个主管难以及时发现不符合标准现象的发生。 6.由于以上几个方面,导致产品品质分布过大、难以提高相同产品质量的一致性,也使得难以开展生产的统计和对比工作
为客户建立的生产过程控制系统, 在生产监控的基础上增加了包括了原料入库,原料转移,原料称取,综合管理等9个 子系统,近百个功能模块。实现了对整个生产过程控制的基本需求,并完成了对既有数据统计分析、智能设计新生产计划、 帮助管理层做决策等扩展功能。
· 自动控制乳化锅生产。
· 给操作人员显示每一步的操作SOP。
· 采集实际操作人员每一步操作。
· 真实有效计算人员、物料的成本效率。
· 大屏幕看板、管理系统,让主管实时获取生产现场信息。
· 建立“黄金批次”机制,迭代提升产品品质一致性。
· 该项目已经被广州市科技局评为广州市科技计划项目。
· 该项目被评为“雅芳全球样板项目”

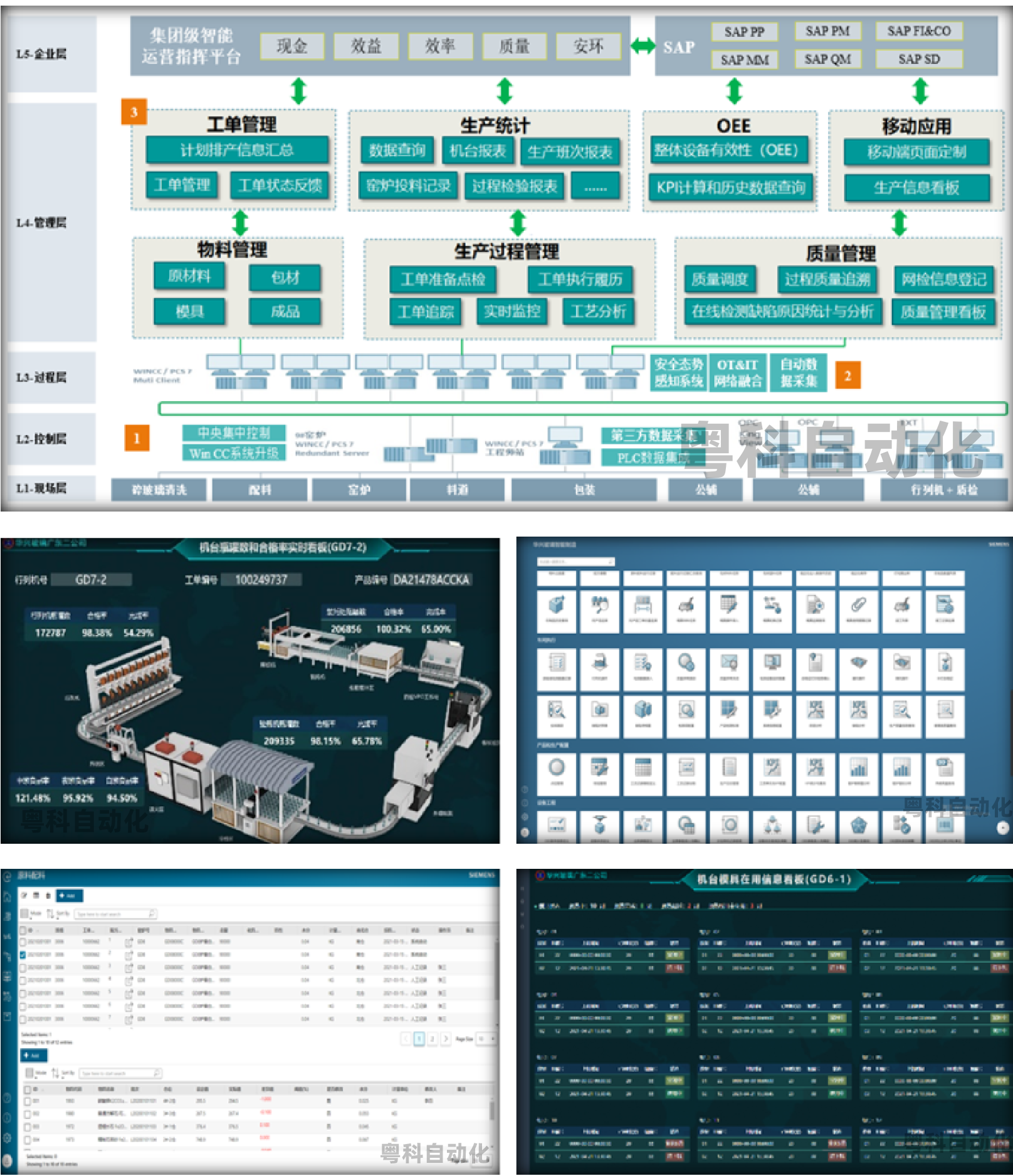
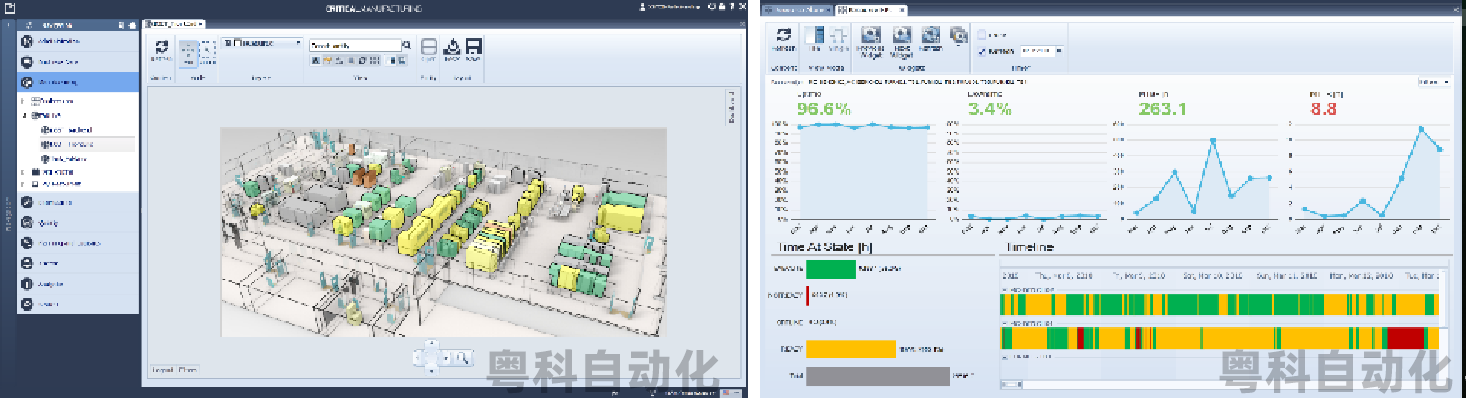
“日用玻璃大王”XX玻璃有16家生产基地。产品种类多、质量要求高,亟需实施“智能制造”以快速响应客户 需求、提供生产效 率、提升产品质量、降低生产成本所有工厂实施了 SAP ECC6.0 系统,作为数字化工厂的核心环节的MES还没建设,缺乏与车间级和 自动化系统的集成, 大量 Excel 表格等必备数据依靠手动填写,现场操作员工作量较大。为了更好地了解生产过程状态,优化管理流 程,更好地实现华兴优化生产的数字化转型的目标。
本项目为XX玻璃数字化实施项目的一期试点项目,实施范围针对XX玻璃广二分厂的4 个窑炉和20 台行列机产线(产线含:配 料设备、窑炉、行列机、退火冷却设备、摄像验瓶机、裂纹验瓶机、输送带、装托、输送小车、打带机/捆扎机、缠绕机、烧托机)。 业务范围覆盖从原料配比到产品包装入库,从窑炉熔融的热端到制瓶、检测、包装、入库的冷端加工的生产制造过程 。
1.上游客户要求公司出具产品生产批次信息。
2.需要产线保持稳定、高良率的产出。
3.能够实时了解产线、设备、WIP的信息。
4.能够与投收板机联动,减少人工投片。
5.能够与AGV联动,AGV根据MES计划进行物料转移。
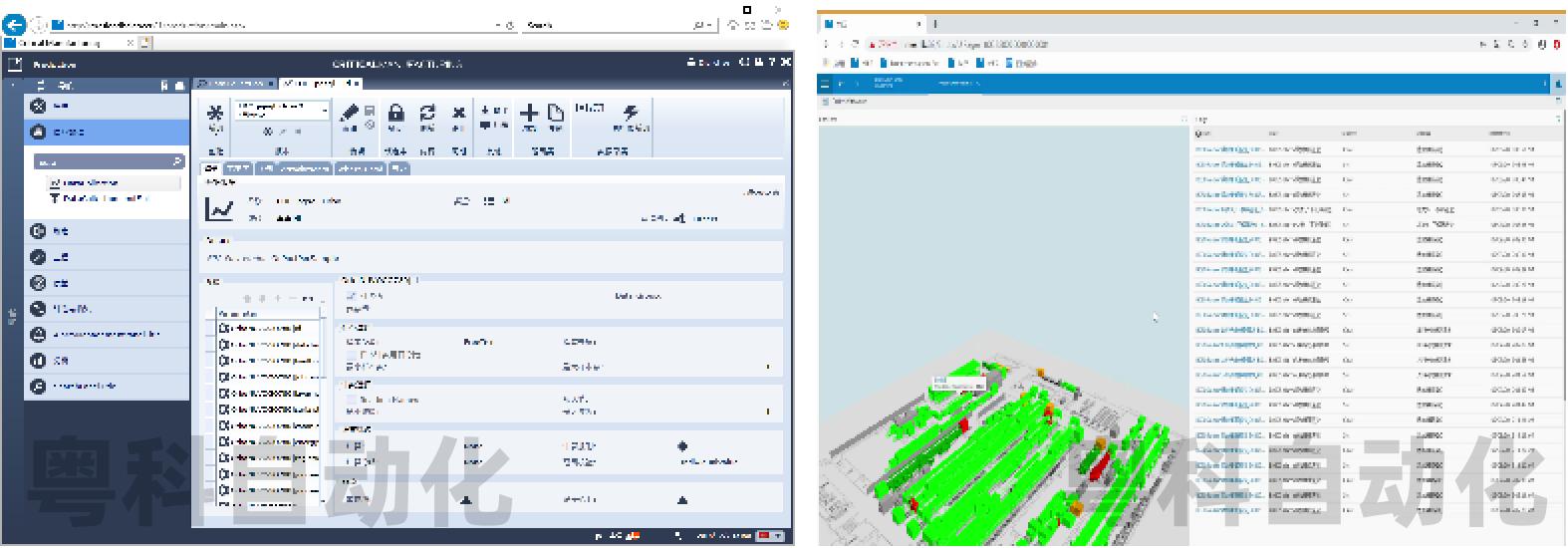
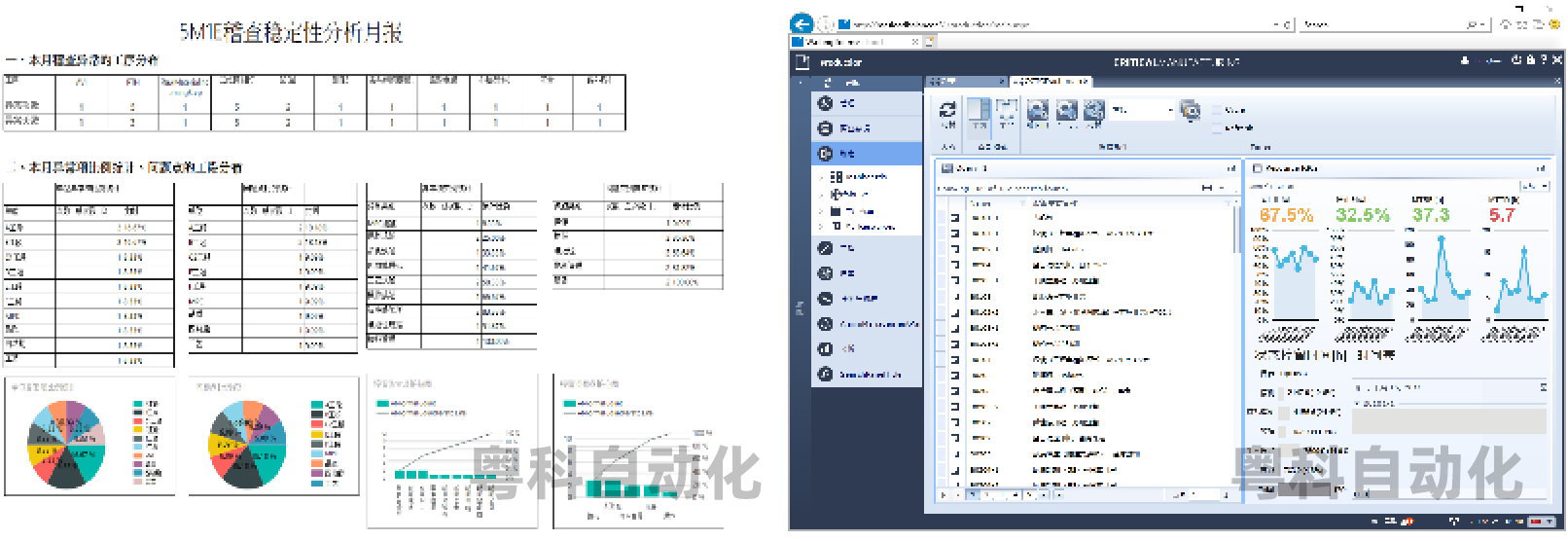
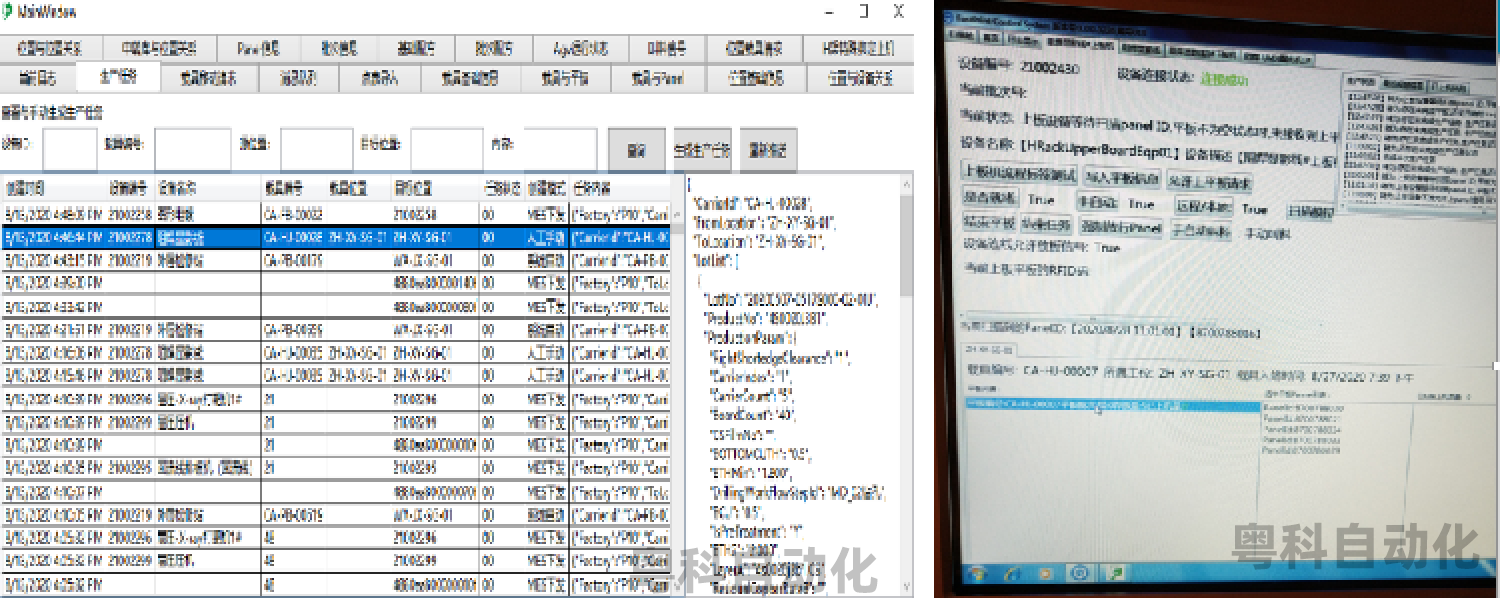
该项目是为客户建立的MES系统,包含设备过程数据采集、生产辅助排程与派工、设备维保、仓库物流、产品质量、AGV调度、可视化 和智能化、ERP接口、SPC应用以及看板与报表等10个模块功能,为生产提供全面的管理。
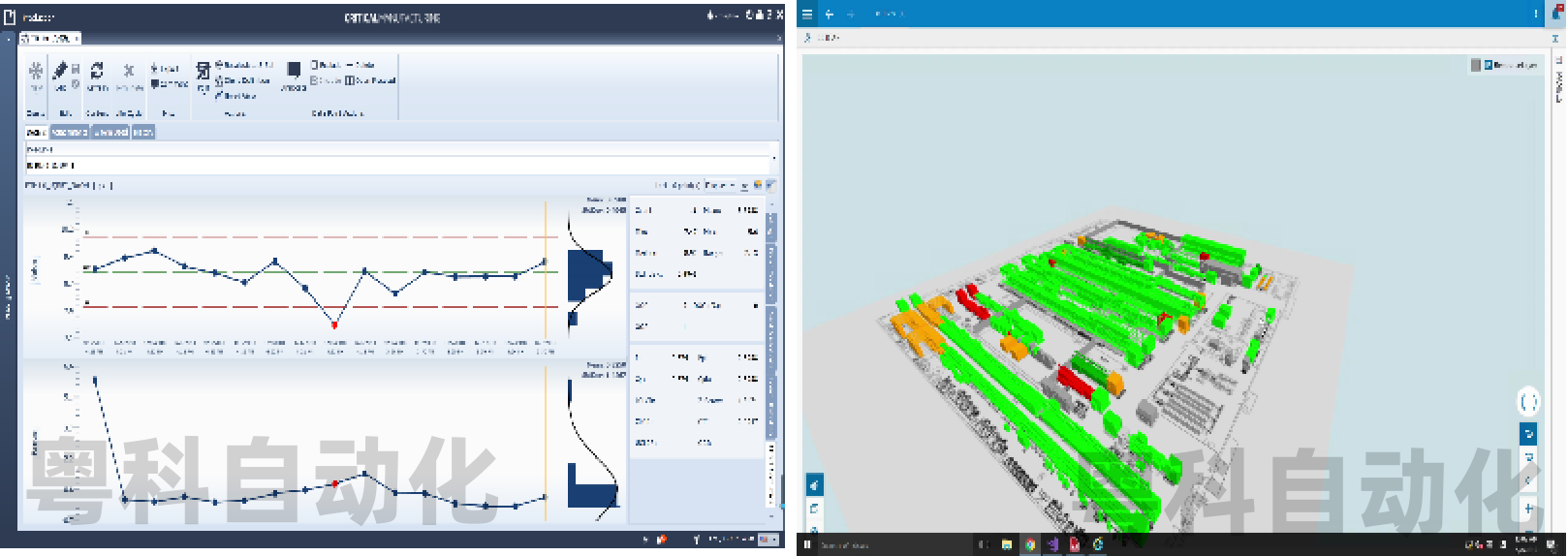
·与设备建立通讯连接,可以实时收集生产参数,一方面可以迅速反馈设备状况,另一方面给SPC提供在线分析的能力,SPC的分析结果为决策人员更有依据地调整生产任务以及生产参数,从而有效的提高产品良率以及降低生产成本。
·智能排程以及AGV的合理使用,可以使设备得到更合理的使用,降低设备空闲时间,从而降低成本。
·系统提供多维度的数据智能分析,不仅让产线人员通过看板及时了解任务安排、生产进度,同时让决策者更好的调整决策,尽可能的提高生产效益
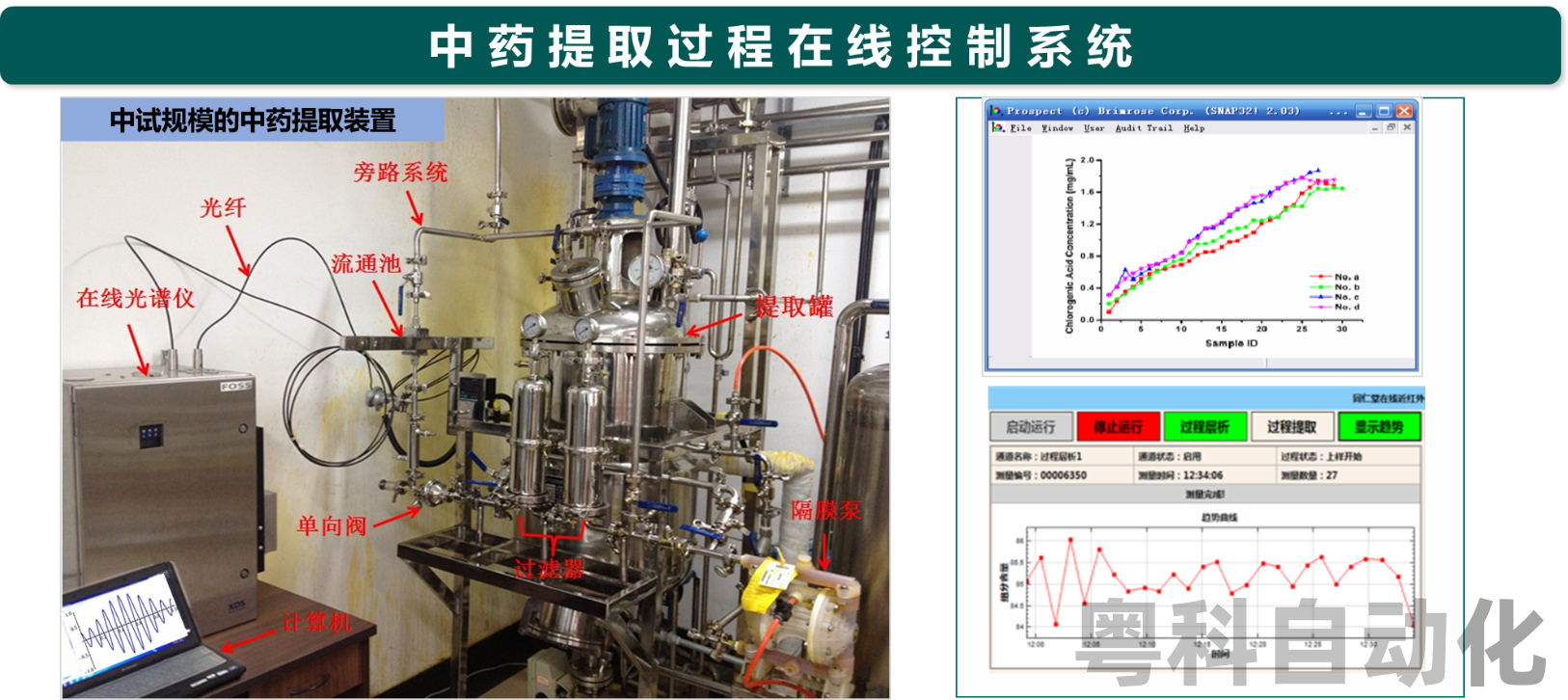
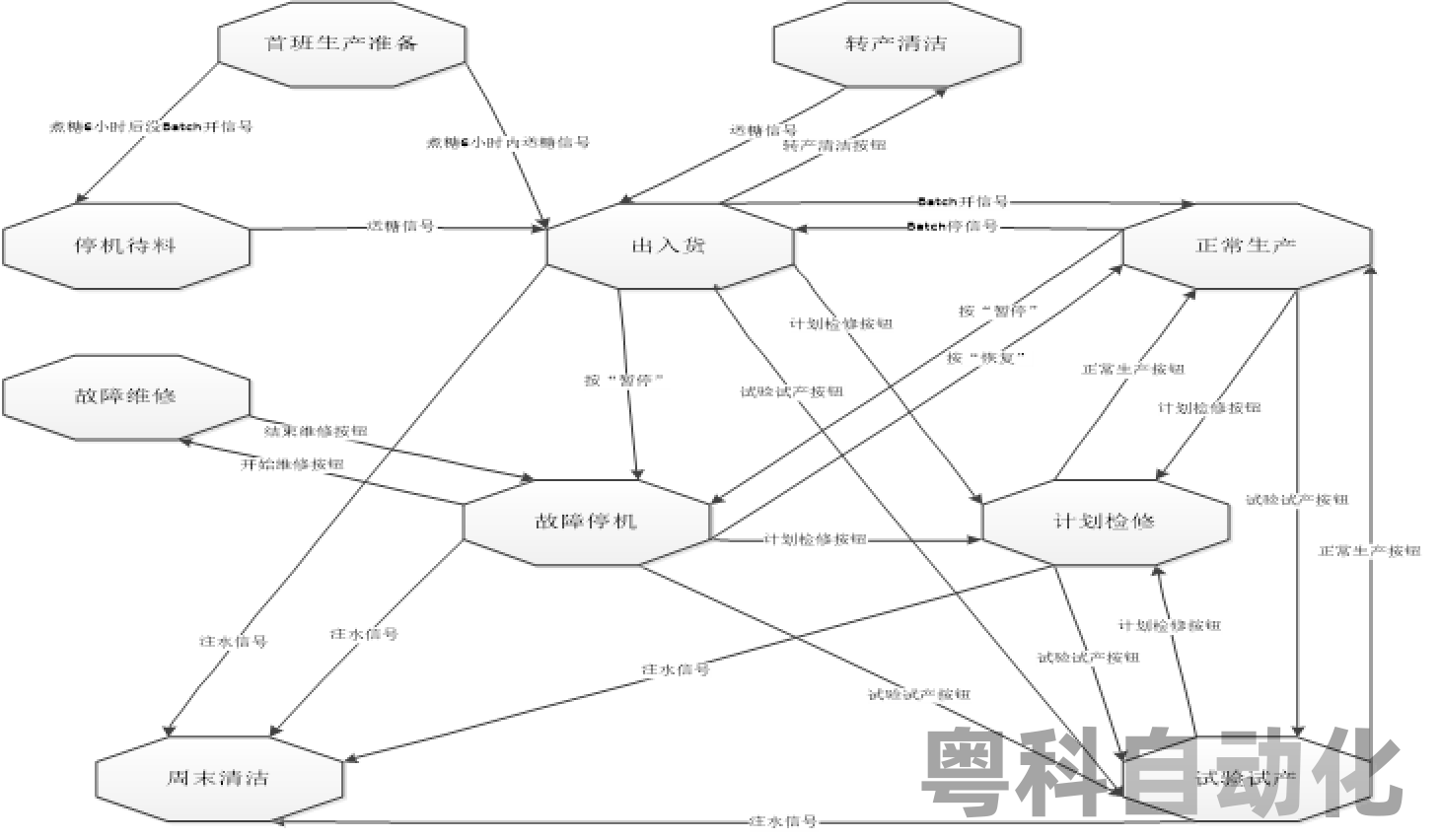
本案例是广东省重点领域研发计划项目——新型中药炮制煎煮和提取分离等关键技术及智能化生产设备研究。现代工业生产已经开启工业4.0时代,但是中药生产加工还相对落后,亟需提高自动化程度,降低环境污染,降低成本,提高生产安全水平,攻克核心关键技术、“卡脖子”技术。
项目采用近红外在线监测技术、多功能传感器控制技术实时检测中药炮制提取分离等制造过程,建立近红外在线分析模型,实现复方中药提取物提取、分离、浓缩等工艺过程以及姜半夏等辅料浸泡、蒸制、干燥等在线快速检测控制,实现质量均一的智能化生产控制;超临界萃取生产技术效果研究,通过优化中药饮片炮制中发酵、净、洗、润、切、干等环节的生产工艺并转化为最佳生产工艺参数,实现数字化生产。
·促进业务正规化,根据SOP所规定的次序,执行在线数据自动收集和手动输入确认。通过对作业记录的彻底管理,防止生产记录登记和转载的疏漏。采集实际操作人员每一步操作。
·实现中药饮片生产及煎煮调配由智力低密型向智能化生产模式的根本转变,提升中药产品的一致性、可控性和可靠性。
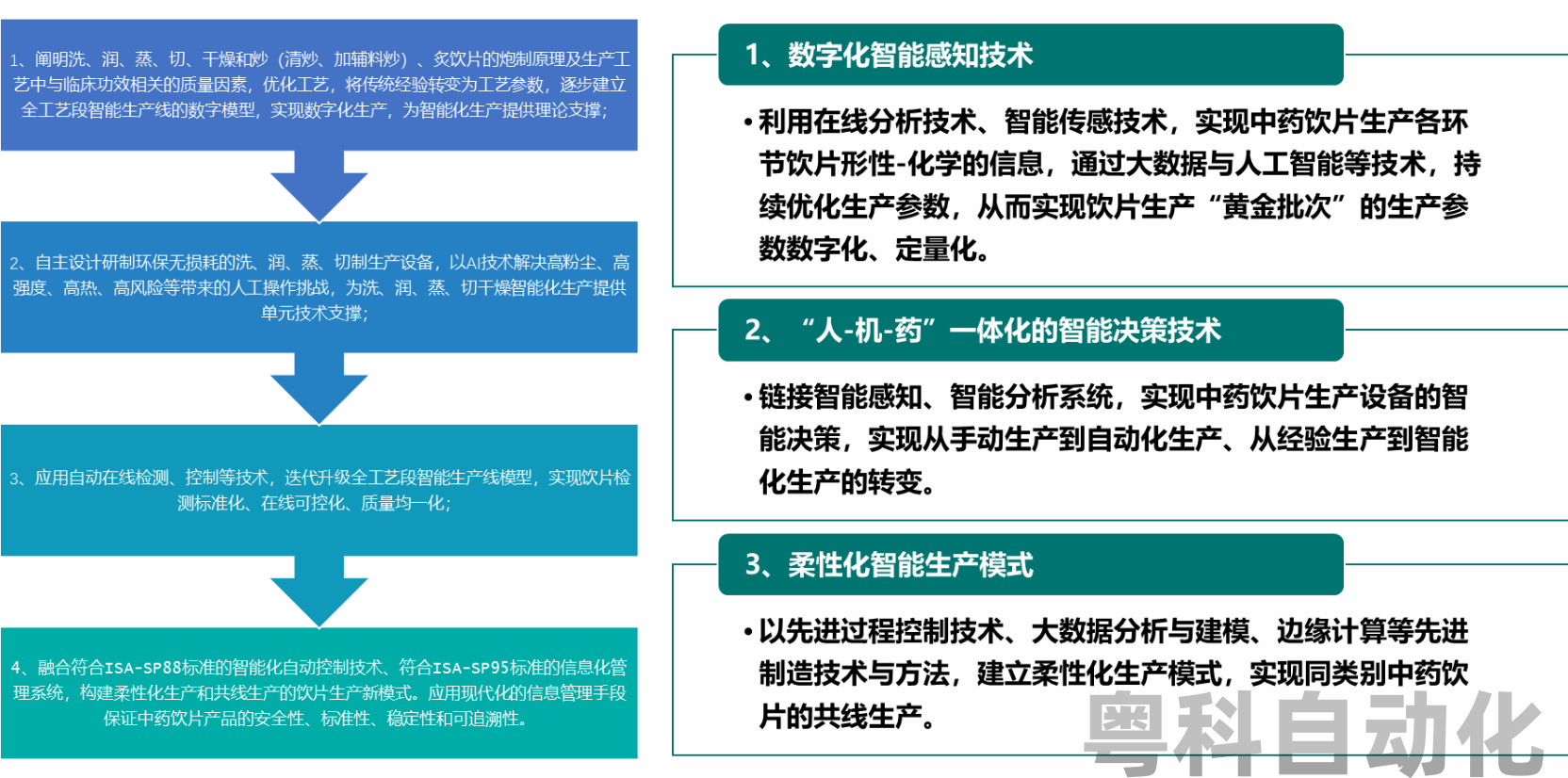
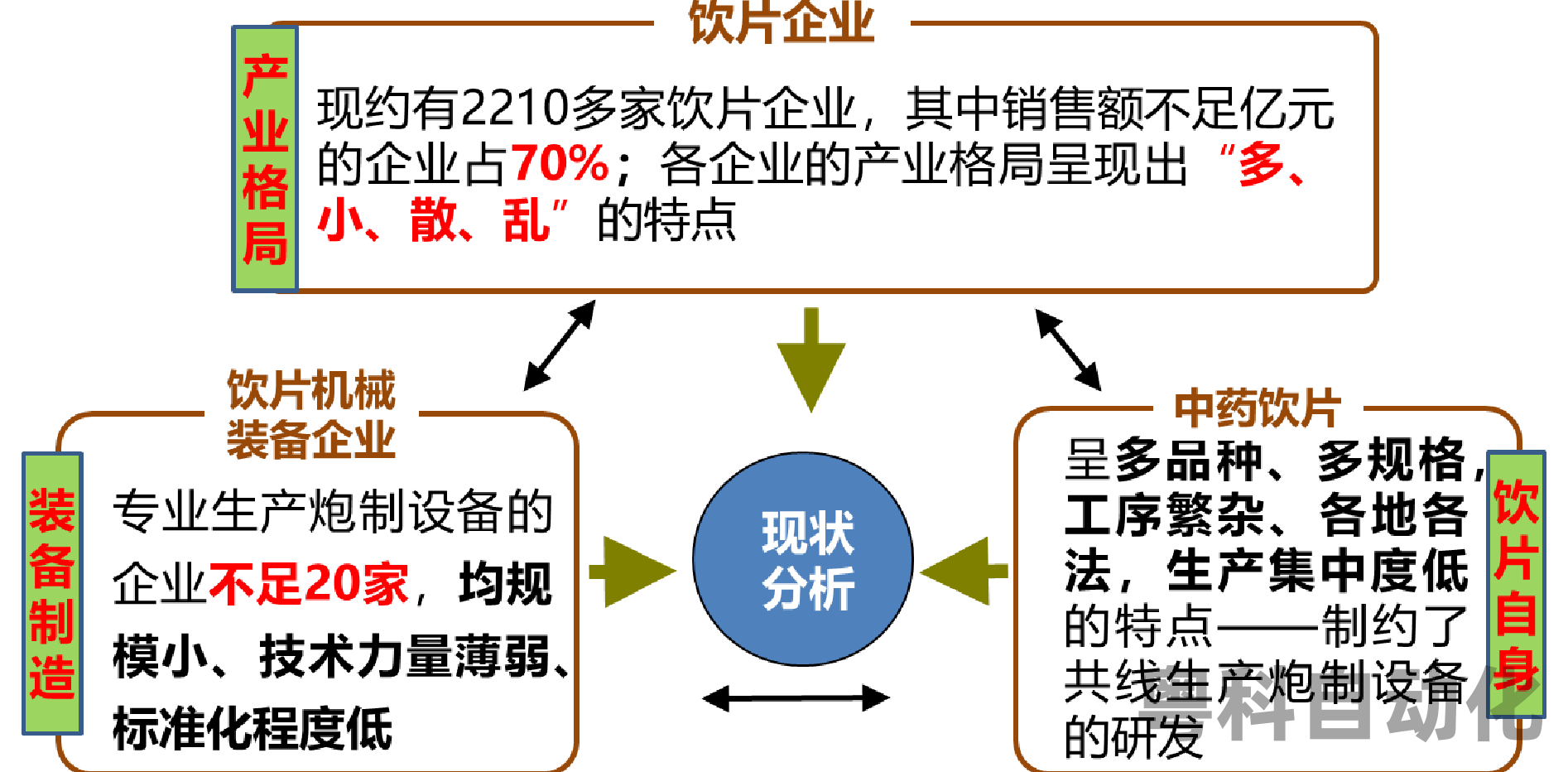
本案例是国家重点研发计划项目。针对中药产业的瓶颈,构建国内首批中药饮片跨区域分布式智能工厂,研制具有大规模、批量化、高柔性特点的数字化制造车间,建设中药饮片生产线智能物流配送与供应系统,实现能够满足小批量、多品种、品种(批次)更换频繁的柔性共线生产新模式,并且应用现代化的信息管理手段保证中药饮片产品的安全性、标准性、稳定性和可追溯性,从而带动和提升中药饮片行业整体技术水平。
智能生产线产品与传统工艺产品的一致性
·应用神经元算法,将传统经验转变为工艺参数。
·针对5条常用且具特色产线的工艺要求,结合课题组现有的专利技术,设计定制智能化核心装备。
·配套前后工序,应用智能物流管理系统,形成完整的柔性化、共线智能化产线。
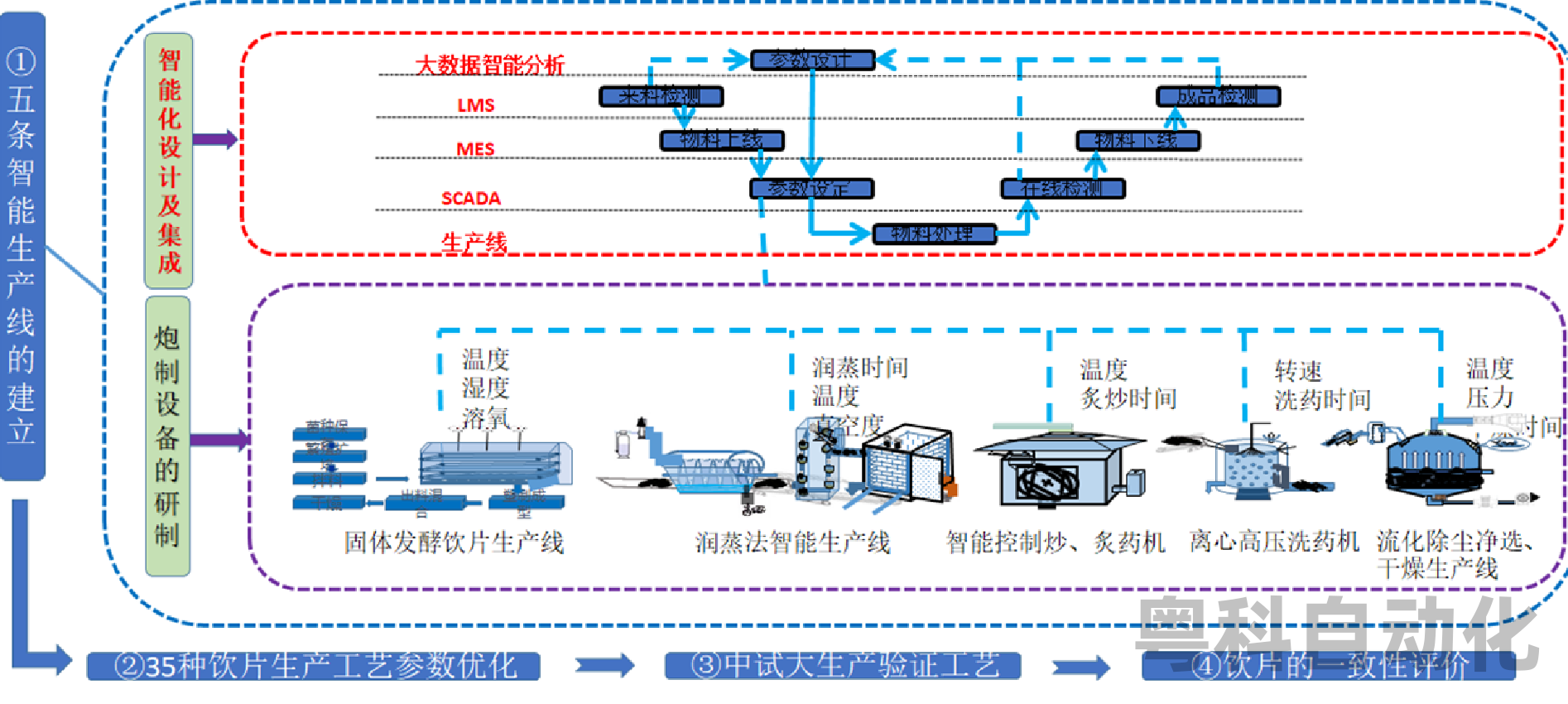
·建立符合中医药特色及各中药临床应用的饮片质量评价体系,保障中药饮片生产工艺稳定、质量可控,为中医临床提供优质饮片实现中药饮片生产及煎煮调配由智力低密型向智能化生产模式的根本转变,提升中药产品的一致性、可控性和可靠性
1.温度、药水用量,传送带速度等控制不准,不能达到既定的要求,从而影响产品质量。
2.有导致PCB生产批次与实际不符,生产配方或者生产参数错误,不符合生产工艺的可能。
3.生产时间控制不准导致生产力浪费,造成生产延误。
4.手工填写生产记录不可避免地存在有失客观情况的可能,也不方便生产管理人员生产记录的评审和对照。
5.各个生产设备的人工手动控制,相对独立。使控制分散导致在生产过程中一个主管难以及时发现不符合标准现象的发生。
6.由于以上几个方面,导致产品品质分布过大、难以提高相同产品质量的一致性,也使得难以开展生产的统计和对比工作

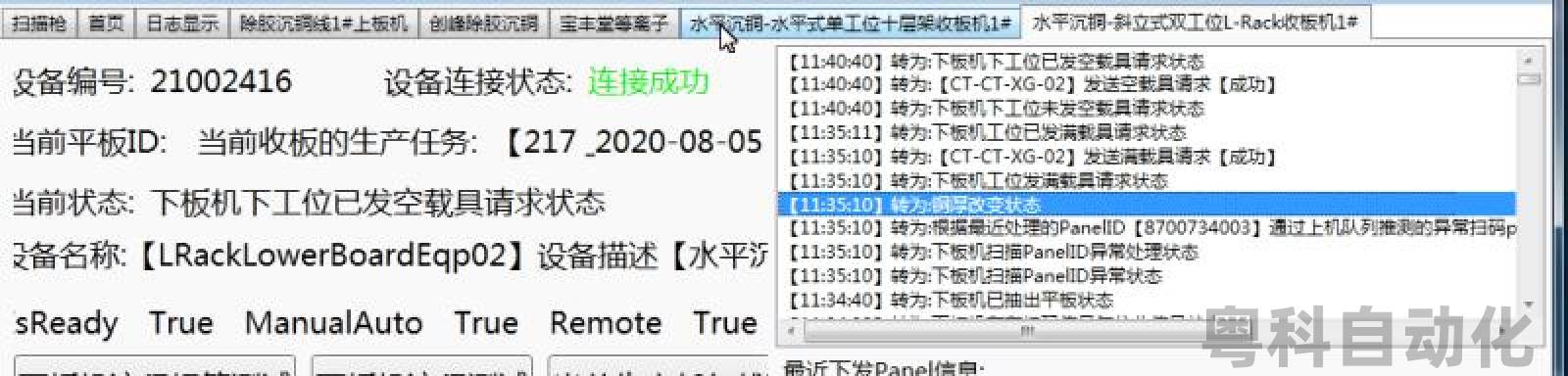
该项目是为XX厂建立的生产过程控制系统,在生产监控的基础上增加了包括了库位管理,载具的进站出站,PCB板的上下机,生产配方参数下发,批次任务控制等9多个功能模块。实现了对整个生产过程控制的基本需求。
·自动控制每道工序PCB生产。
·给操作人员显示每一步的操作SOP。
·采集实际操作人员每一步操作。
·大屏幕看板、管理系统,让主管实时获取生产现场信息。
1. 无法有效针对各个工位进行故障分类。
2.无法有效针对各种故障类型统计时长。
3.当故障出现无法快速定位,耽误生产效率。
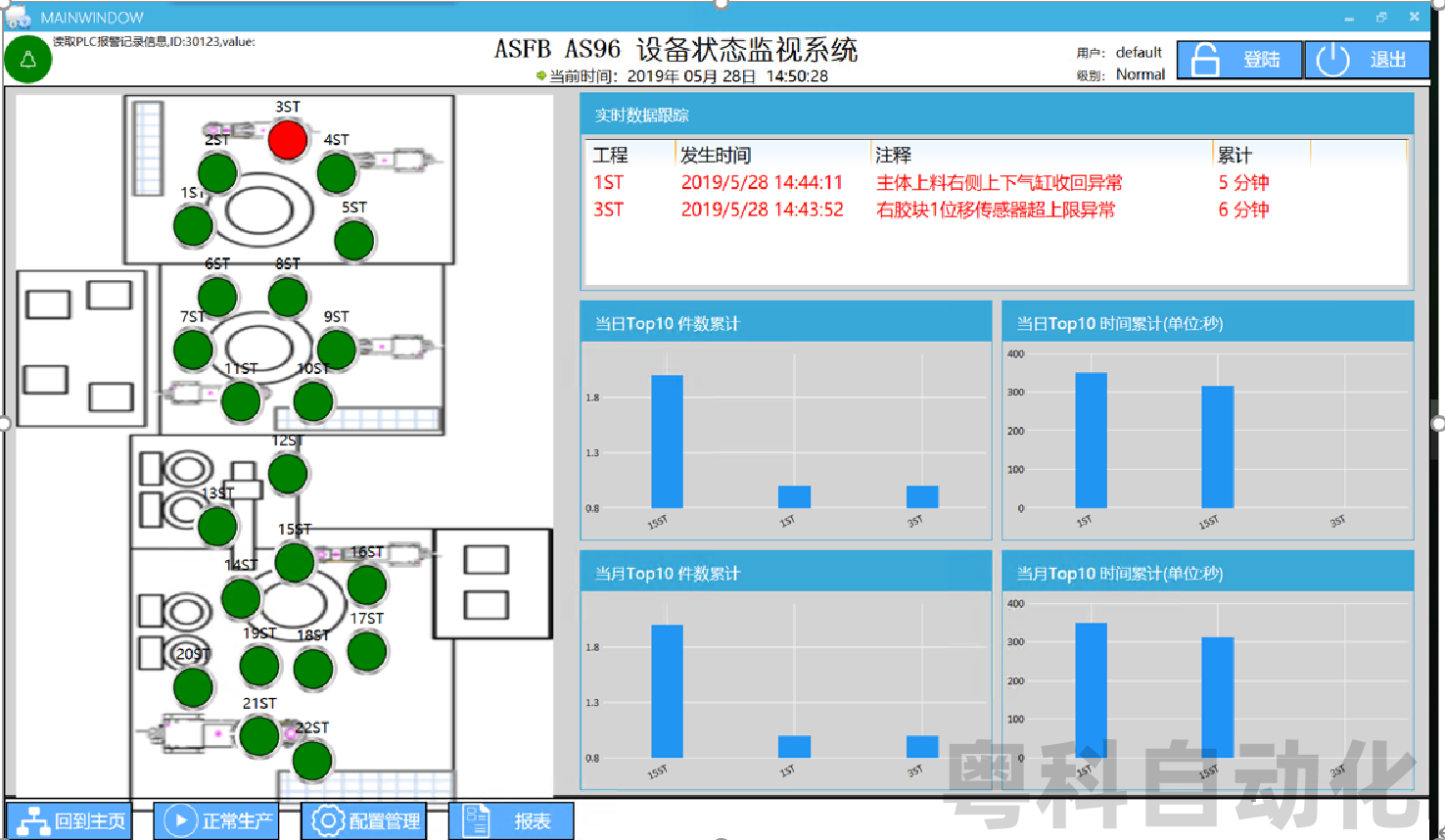
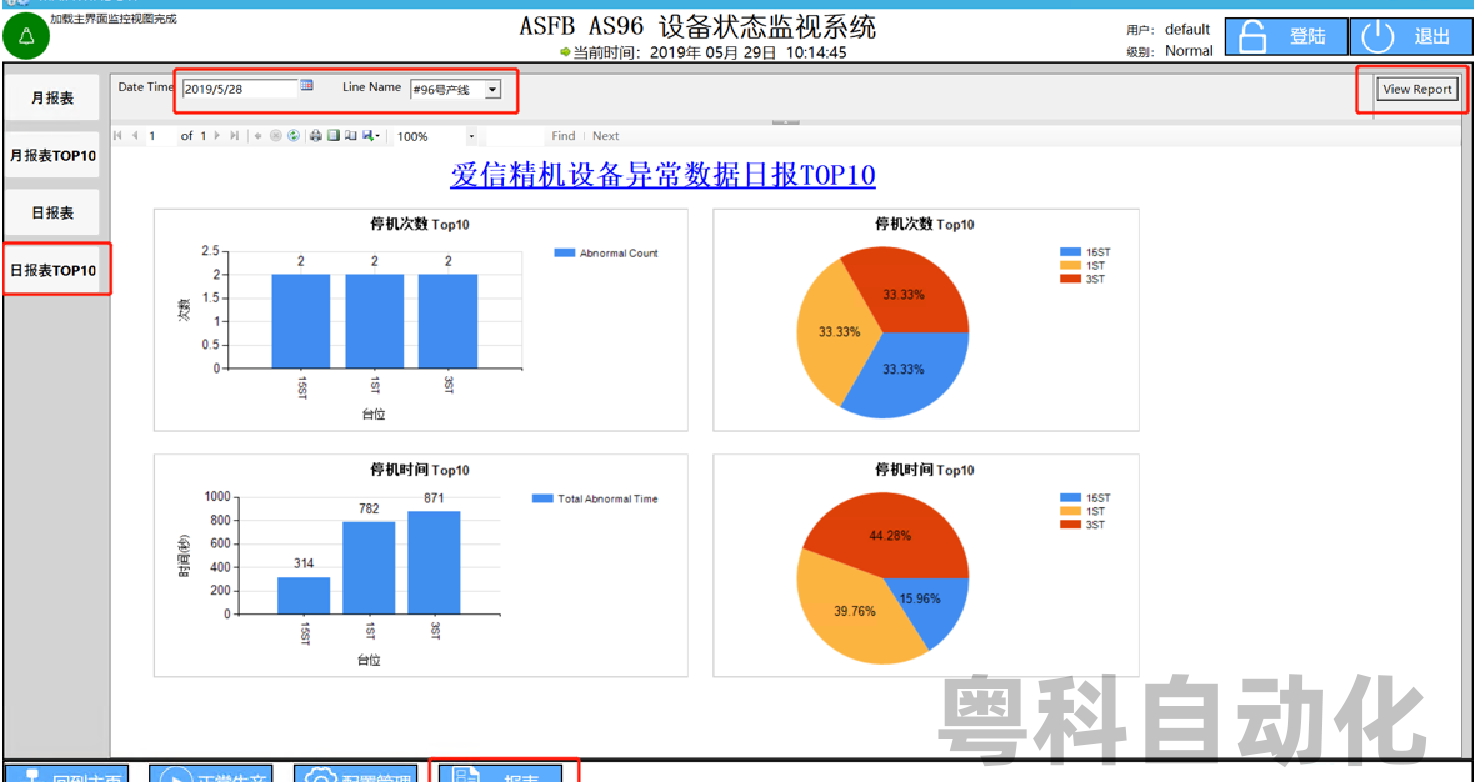
该项目是为汽车零部件制造设备状态监控系统,监控产线上各个工位的运行情况,统计各个工位上设备的故障类型、故障时间、设备运行时间等信息。

·自动控制每道工序自动统计故障时间,可以反馈出运行效率较低的设备。
·自动统计各个故障类型,可以清楚了解各种故障情况。
·数据的统计分析,给设备维护人员更直观、清晰的指导,在维修的时候更快定位问题,节省时间。
·数据的统计分析,在预维护的时候提供合理的依据,通过预维护使设备运行更稳定。
·整体上,在长时间运行该系统后,生产效率提高,设备的OEE也有所上涨,产品质量也得到提高。
1.IT机房属于涉密地方,一方面不允许人员无法长期逗留,另一方面里面的环境也无法让员工逗留。
2.机房设备、传感器繁多,光靠人力无法照顾。
3.机房要求运行稳定,问题发现要迅速,处理要及时。
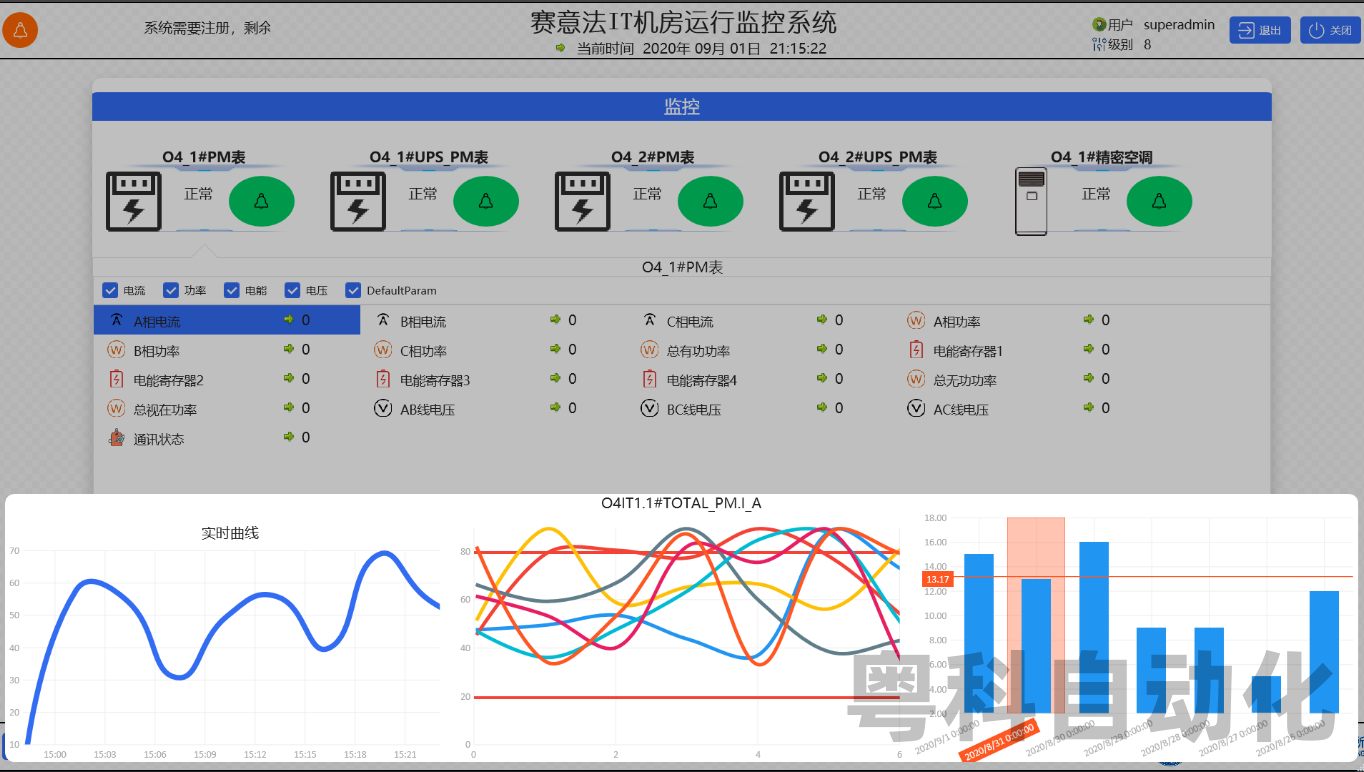
该项目是为客户建立IT机房监控系统,目的能够对机房内的设备、传感器进行全面的监控,当设备出现异常时迅速反馈到值班人员,并建立故障分析、预警等功能

·能够迅速定位故障设备,及时处理设备异常,增加机房运行的稳定性、安全性。
·能够对设备、监控点建立数据分析统计,让维护人员清晰知道各个设备、监控点的运行情况,提供维护的依据。
·能够实时看到各个监控的波动曲线,通过对比过去的运行曲线,可以提前发现未发生的问题。
1. 公司设备繁多,靠员工无法看顾
2.设备报警,员工无法及时处理
3.需要到设备现场更新设备生产参数,设备现场环境繁杂,有些地方进去不方便,耽误时间
4.记录设备参数麻烦,而且设备多,无法在有限的时间内完成

该项目是为客户建立的FMCS动力监控系统,目的是减轻设备维护人员的工作量,以及能够迅速响应设备报警、生产要求。
·实时监控设备参数,减少人员走动,一方面降低人员工作量,另外减少了安全事故,同时也能够迅速响应产线对设备的生产要求,提高生产效率,提升产品质量。
·迅速响应设备报警,在毫秒级内就知道设备故障,并定位问题,提高设备的使用效率。
·定时存储数据,不需要人员抄表,避免数据错误,并能够从各维度了解设备状况。
XX光学元件生产基地(一期位于四川省|成都市双流县蛟龙工业港中物院成都科技创新基地,生产基地由6幢建筑组成,建筑内车间配套无尘室洁净空调系统,达到车间内温湿度和压力自动控制的目的。
该项目是为XX学光基地FMCS控制系统,实现了厂内设备监控、生产环境控制、智能报表等功能。
· 实现设备与车间生产环境的实时监控。
· 车间内的温湿度控制在±0.5℃,压力控制在±1pa 。
· 实现自动生成报表
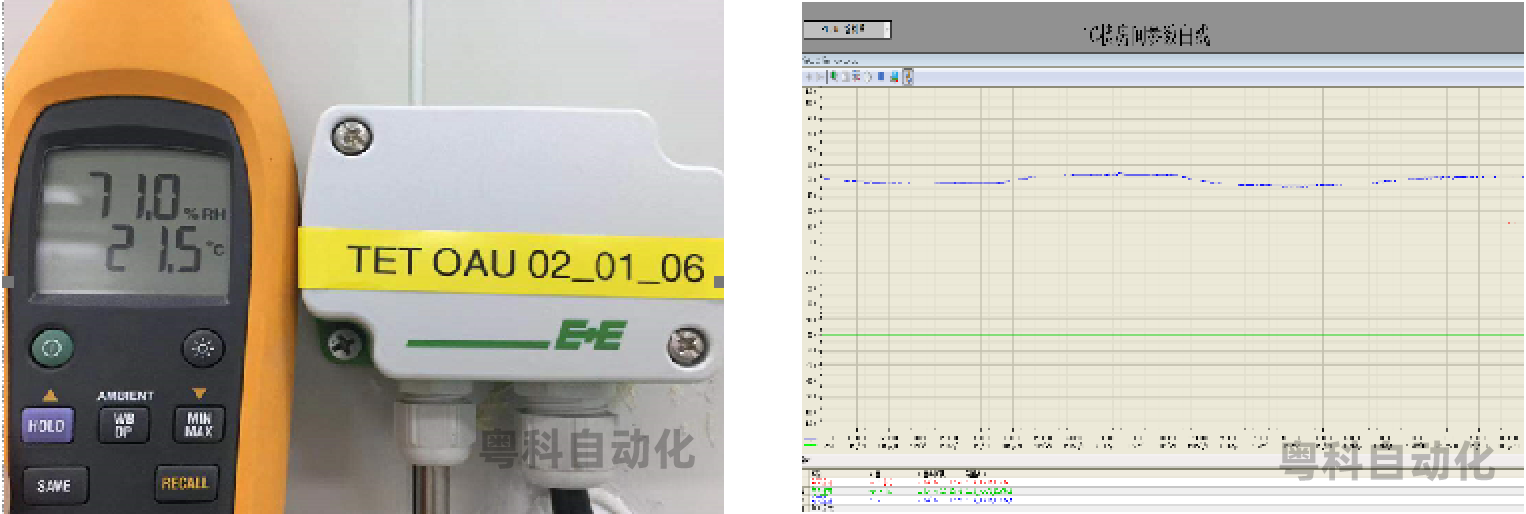
客户是一家台湾上市公司,于1995年9月1日开始营运,厂址位于东莞市。客户生产的中小尺寸面板的液晶显示器销售量名列全球第一。客户计划扩建P1生产车间,配套无尘室洁净空调系统,达到车间内温湿度和压力自动控制的目的。

该项目是为客户P1车间FMCS控制系统,实现了厂内设备监控、生产环境控制、智能报表等功能。
· 实现设备与车间生产环境的实时监控。
· 车间内的温湿度控制在±0.5℃,压力控制在±1pa 。
· 实现自动生成报表。
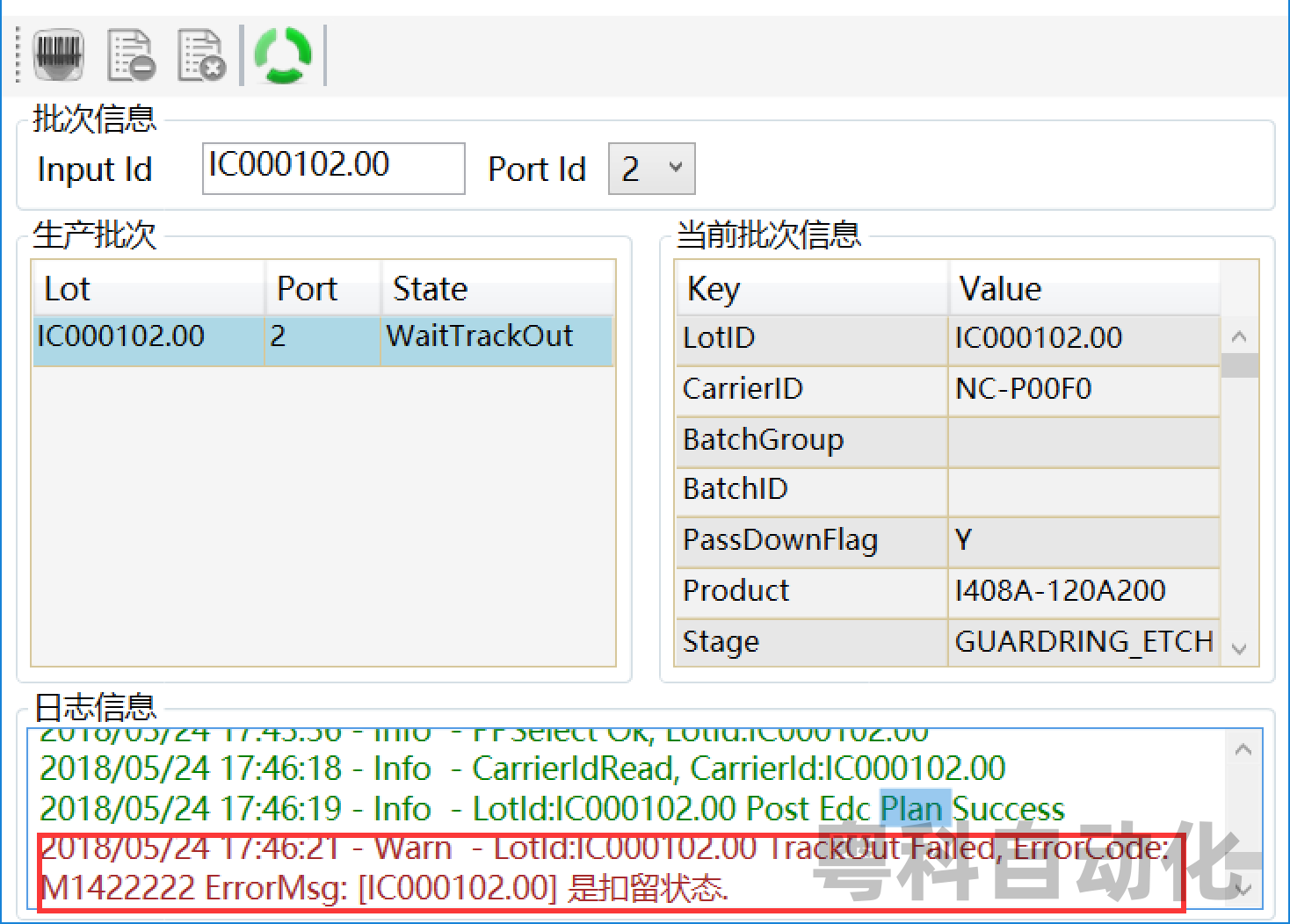
1.该项目为超声信息化框架MES系统中的一个功能。现场已与设备建立通讯连接,可以实时收集生产参数。
2.客户需要产线保持稳定、高良率的产出。
3.能够实时了解产线、设备、WIP的信息
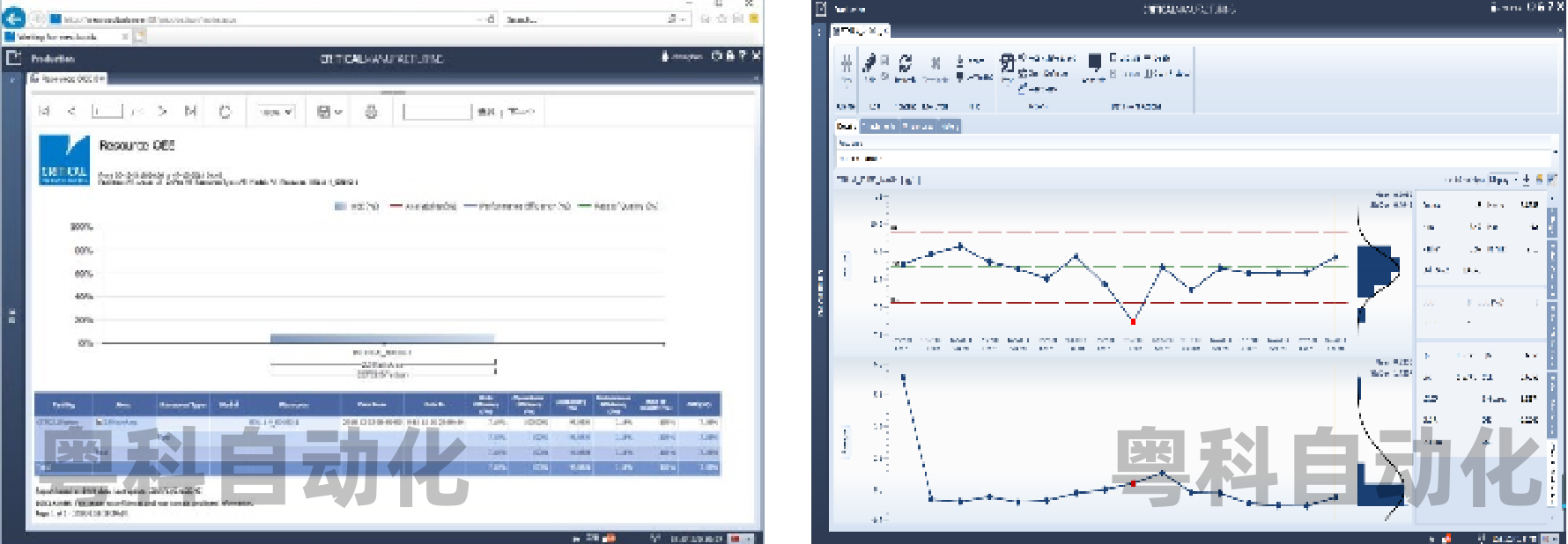
该项目是为客户建立的MES系统,设备OEE系统与MES和ERP整合,获得真正有效的OEE数据。
1.设备的停机时间和故障代码完全靠工人填写、数据组人员计算。数据的准确性,及时性很差。
2.无法指导工厂维修班组和生产班组的工作。
3.OEE和稼动率的结果滞后。
4.需要精准统计设备运行时间,包括故障时长、停机时长、维护时长、清洁时长等各种对OEE计算的因子统计,供后期设备人员维护使用。
5.及时让产线员工知道设备运行情况以及生产情况。
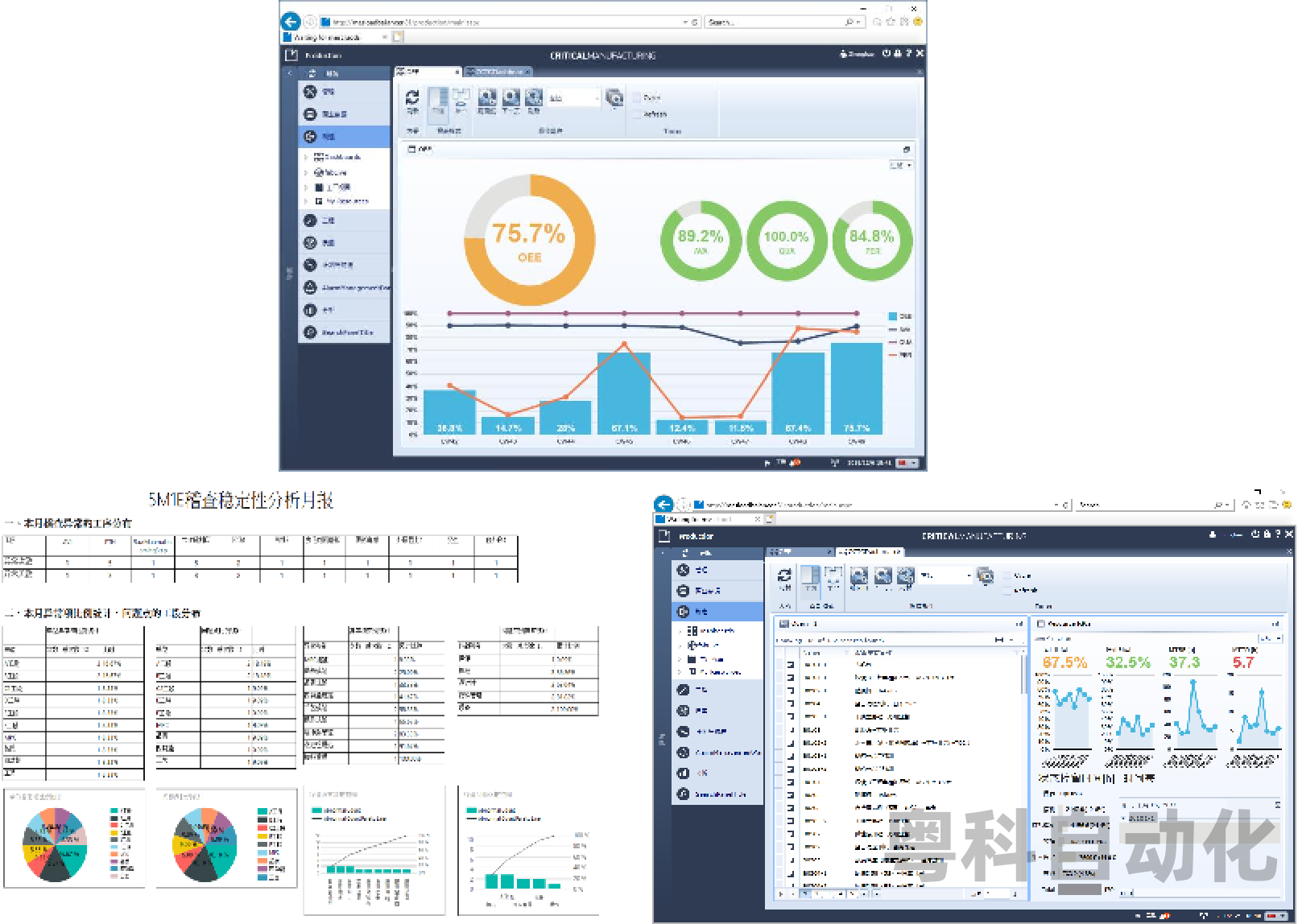
该项目是为客户建立的OEE及目视化系统,主要目的是为了有效统计设备使用情况,以及实时反馈现场生产情况,让管理者更直观了解生产状况。本系统的软件整体分为三大部分,分别为服务端软件、后端管理软件和前端生产记录软件。服务端软件是数据自动收集服务程序和数据处理程序,运行在OEE服务器上。
后端管理软件是基础数据管理程序,安装在工程师工作站电脑上,主要用于用户权限管理和班次管理。前端生产记录软件是生产、产量和停机等的信息记录程序,安装在生产现场的平板电脑上,用于收集生产过程的OEE数据。
·自动统计设备有效运行时间,分类统计各种导致无效运行时间,更精准计算出设备稼动率,为设备维护保养提供直观、合理的依据。
·实时从各维度反馈生产状况,让现场操作人员及管理者,更清晰知道产线情况,可以更加合理安排相应的工作及计划。
·整体上,在长时间运行该系统后,生产效率提高,设备的OEE有所上升,产品质量也得到保证。
1. 无法有效针对各个工位进行故障分类。
2.无法有效针对各种故障类型统计时长。
3.当故障出现无法快速定位,耽误生产效率。
该项目是为设备状态监控系统,监控产线上各个工位的运行情况,统计各个工位上设备的故障类型、故障时间、设备运行时间等信息。
·自动控制每道工序自动统计故障时间,可以反馈出运行效率较低的设备。
·自动统计各个故障类型,可以清楚了解各种故障情况。
·数据的统计分析,给设备维护人员更直观、清晰的指导,在维修的时候更快定位问题,节省时间。
·数据的统计分析,在预维护的时候提供合理的依据,通过预维护使设备运行更稳定。
·整体上,在长时间运行该系统后,生产效率提高,设备的OEE也有所上涨,产品质量也得到提高。
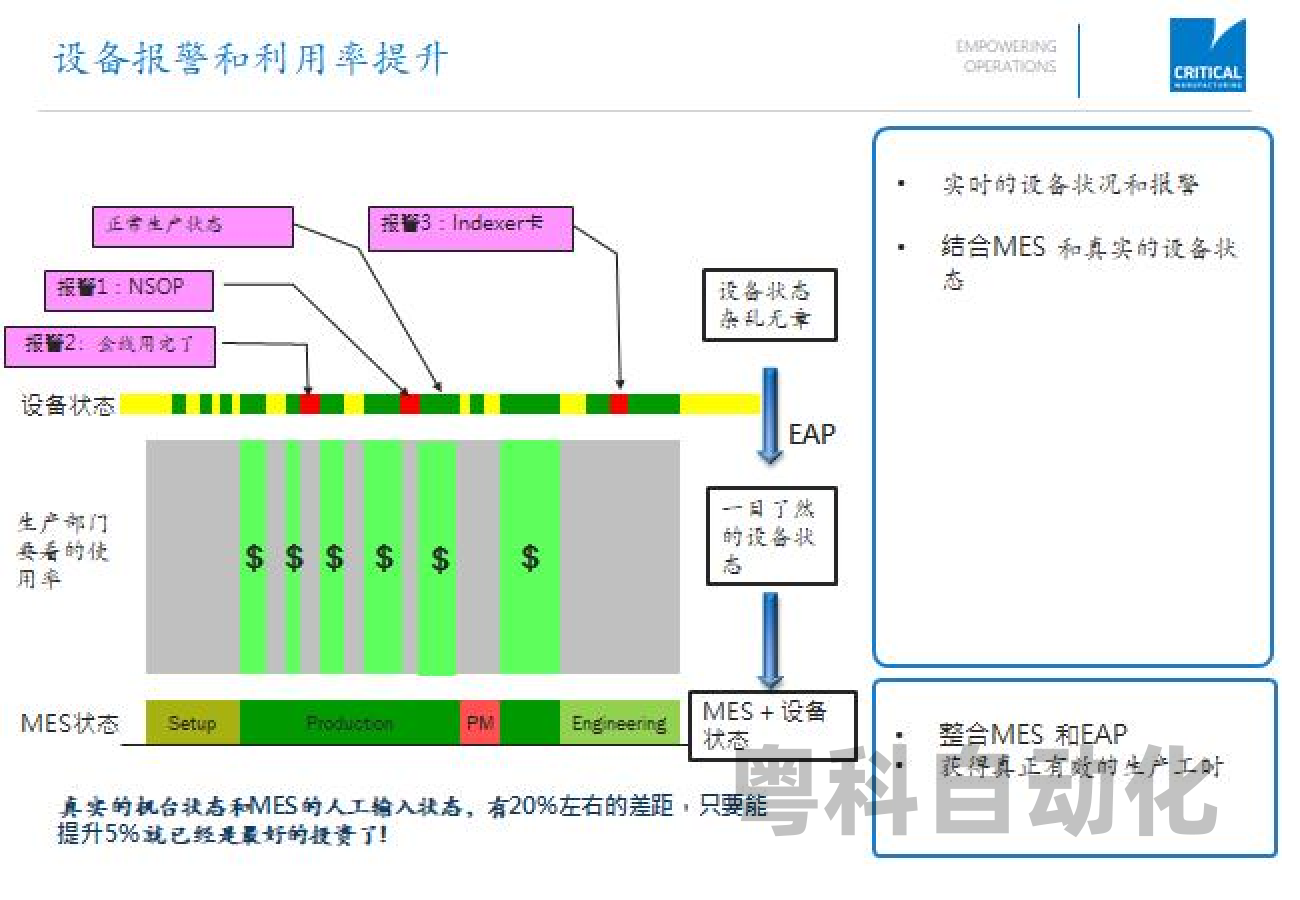
1. MES与设备无法有效联动,MES无法及时有效知道设备状态。
2.工艺参数无法及时反馈到设备层。
3.错料、错批时有发生,产品的良率一直无法提高,导致生产的极大浪费
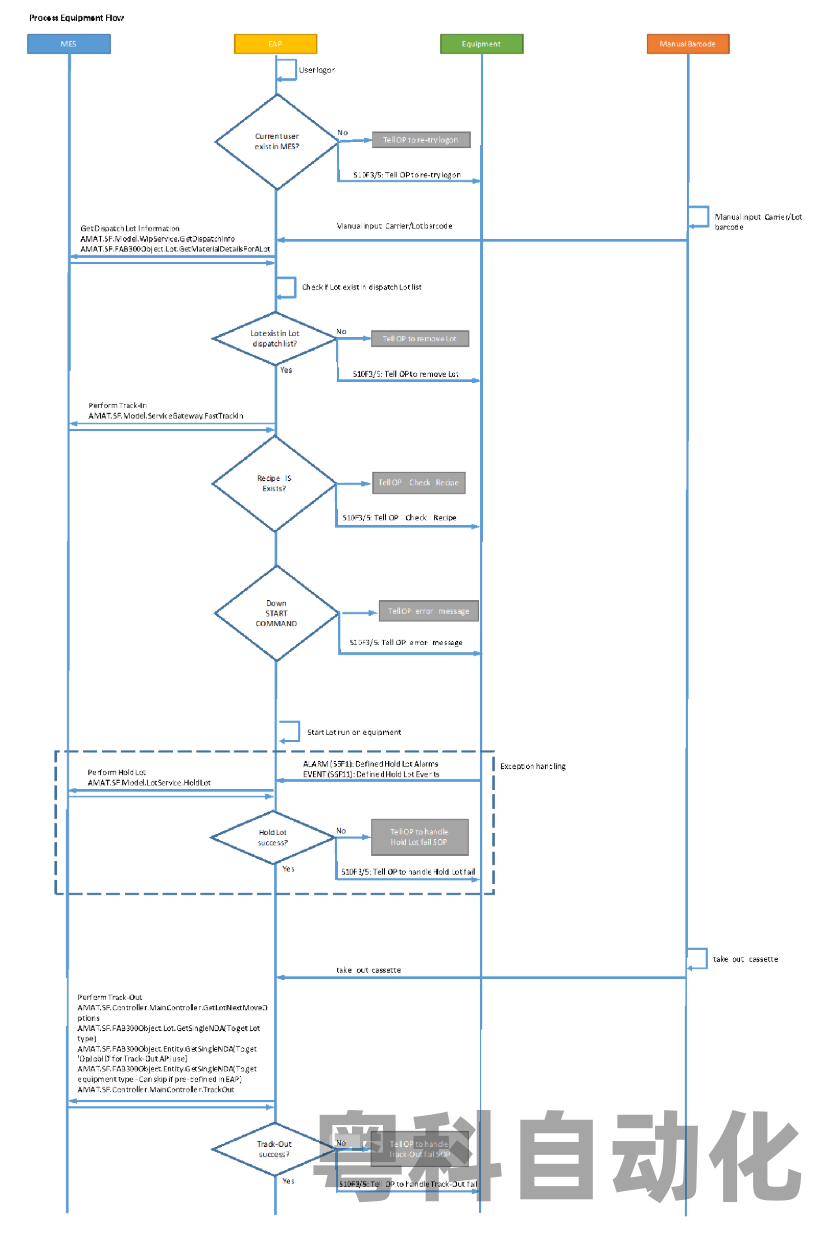
该项目是为客户建立的EAP系统,目的是把MES与设备层打通,让MES能够实时知道设备状态,同时设备生产时能够获取MES信息校验生产批次,防止错料错批,另外能够根据生产批次获取配方信息。
·能够实时了解产线生产状况,合理安排生产计划,提高设备使用效率,避免出现瓶颈机台。
·通过建立现场设备与MES实时连线,动态检验生产批次,校验设备当前参数与MES配方,减少生产错误,提高产品良率。
·当生产配方发生变化,可以实时下载的设备,避免由于时间差导致的良率下降
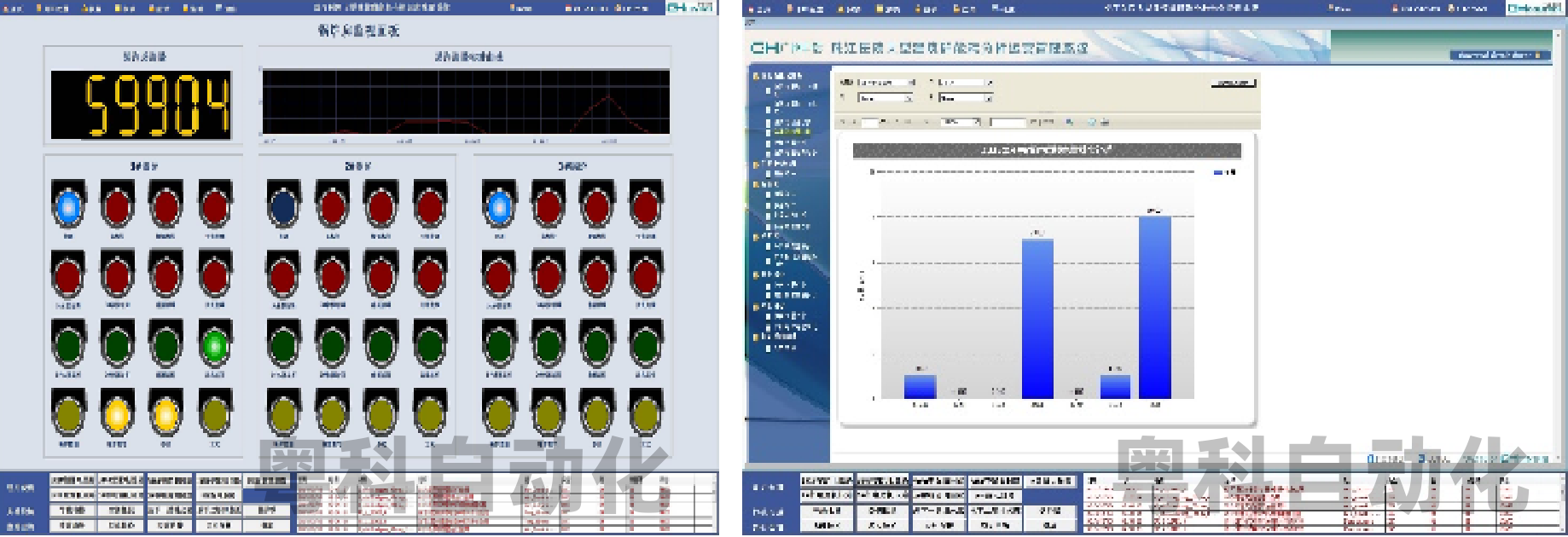
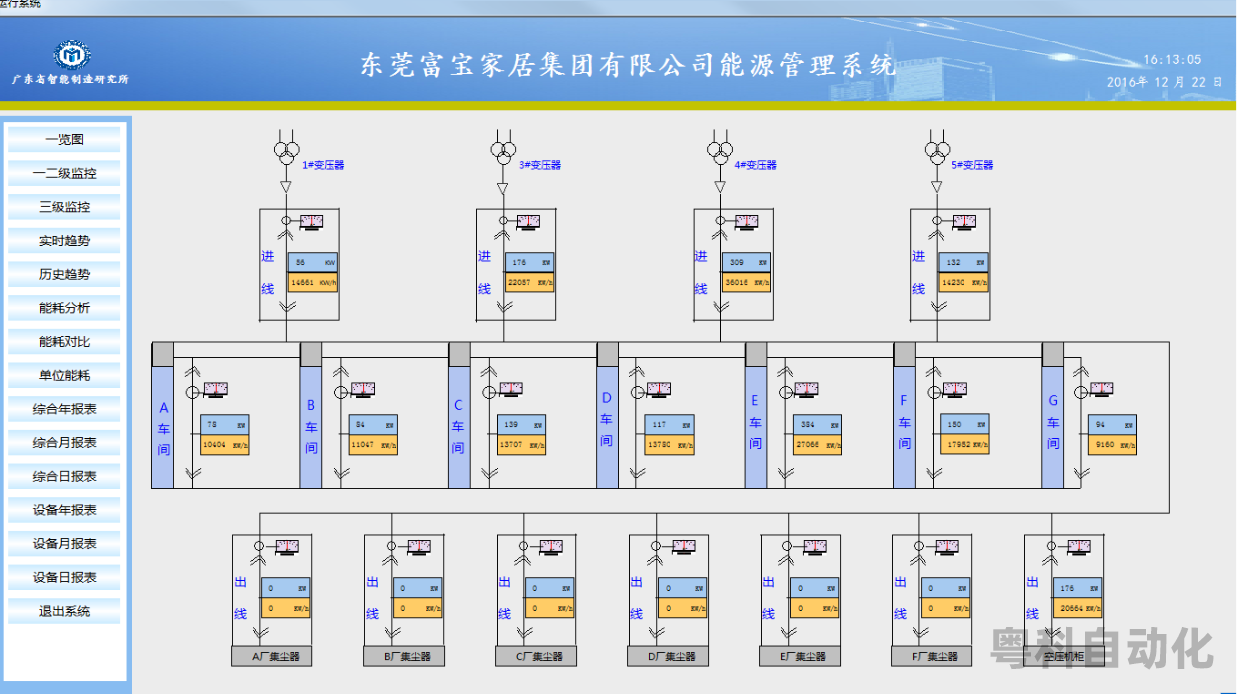
随着医疗技术的不断进步,诊疗设备的不断完善,医院功能还将进一步增多,因此医院的能耗也将不断上升,必将面临日益增长的成本压力。为了保持医疗质量和服务规模的优势,一方面要加强对各类资源的投入,另外一方面,要节约用能和优化管理。节能和优化的目的不仅是为了降低运行成本,更重要的是改善用能条件和保障安全用能。因此,采用信息化的手段对本医院各类能源介质进行全面的综合管理,以及采用先进工艺和自动控制技术对耗能设备进行节能改造,实现医疗基地的科学用能管理和优化用能运行,既是响应政府“节能减排战略”号召的实际体现,也是满足医院提升能源管理和运营水平的客观需要,因此建设节能分析运营管理应用系统具有重要意义。

该项目是为医院大型建筑群能耗分析运营管理系统,在节能分析运营管理中心的基础上增加了包括了直梯运维监测系统,扶梯运维监测系统,电梯节能系统,电力能耗监测系统,空调联网系统,公用蒸汽监测系统,公用泵监测系统等8个子系统,多个功能模块。
对各设备的能耗情况进行数据收集,利用CHEMS平台建立集中式的能源监控中心和设备运行信息数据库以及平台提供的采集分析功能,根据医院用能特点,为用能分类、分层次、分类型能耗定额制定提供数据支撑。准确掌握各种能耗信息,并采用OTI方法对这些信息进行汇总、统计、分析、审计,优化用能管理和设备运行,提供能耗分析支持,达到优化运营精益管理目的,提升医疗机构的设备运营管理水平和整体能效利用水平。
为响应政府号召并有效监控能源消耗、节约用能,数据上传政府平台,统计能源情况,企业使用能源情况一目了然。

该系统项目接入了智能电表,智能气表,实时数据采集,有超线报警,曲线趋势,数据统计,报表分析,大屏看板,数据上传等功能,能实时监控能源使用情况和查询历史使用情况。
· 工厂光伏发电系统监视和控制。
· 关键参数数据采集(含OEE)。
· 系统故障、报警提醒。
· 历史数据分析与报表。
· 大屏幕看板。
XX市粮油储备直属库项目总投资估算18049.55万元(含土地费用2600.85万元),项目拟建总仓容8万吨,其中包括3.7万吨浅圆仓,4.3万吨普通散粮平房仓,1200m³植物油罐、配套管理用房以及生产生活设施,日产120t(班产40t)大米加工厂一座。XX市粮油储备直属库目标是建设成一个实现自动化、信息化、智能化融合的智慧粮库。

该项目是为XX市粮油储备直属库项目的生产控制系统,实现了汽车卸粮入仓、倒仓、浅圆仓送大米车间、粮食发放、粮情监测、智能化系统等功能。
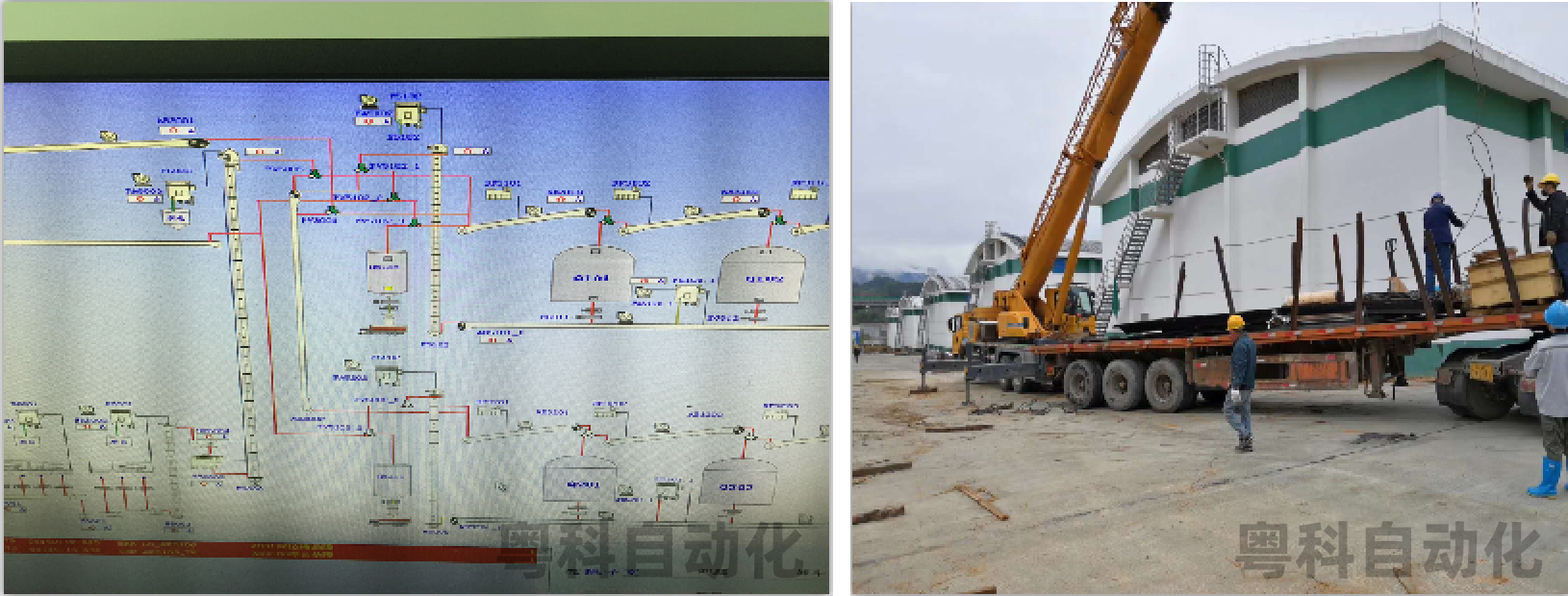
·实现汽车卸粮入仓、倒仓、浅圆仓送大米车间、粮食发放、粮情监测、智能化系统等功能。
·自动生成报表。

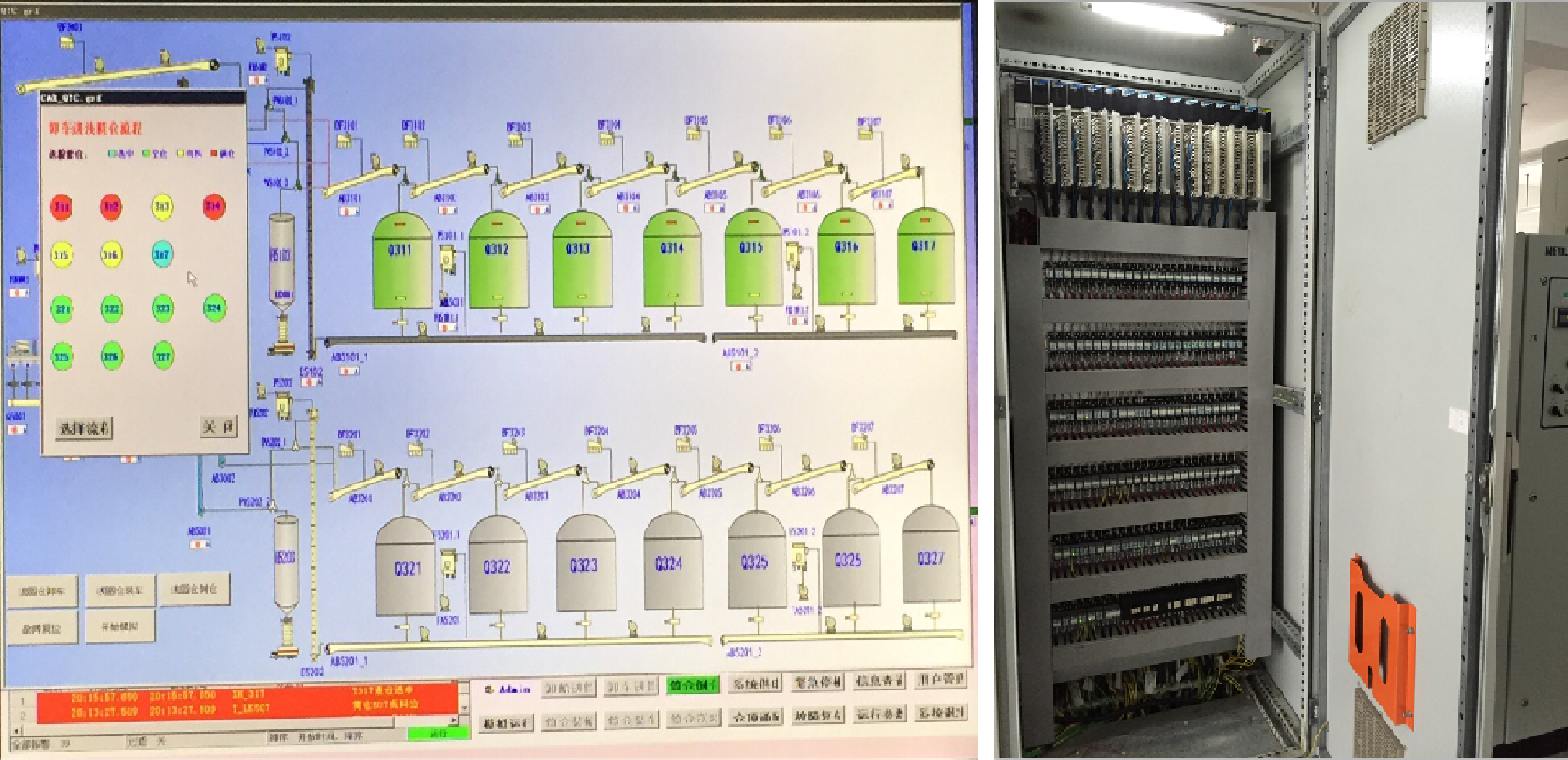
XX市粮食储备加工中心后续工程为新建10.8万吨浅圆仓,仓内径27m,装粮高度18m,2×7排列。浅圆仓来粮接收能力500吨/小时,倒仓、发放能力200吨/小时。自动化控制系统实现浅圆仓内所有设备及对接原有系统的所有控制要求。

该项目是XX市粮食储备加工中心后续工程自控系统,实现汽车卸粮入仓、倒仓、浅圆仓送面粉车间、粮食发放、装船和卸船、智能报表等功能。

·实现汽车卸粮入仓、倒仓、浅圆仓送面粉车间、粮食发放、装船和卸船等功能。
·自动生成批次报表。
·减少现场操作人员的数量和劳动强度
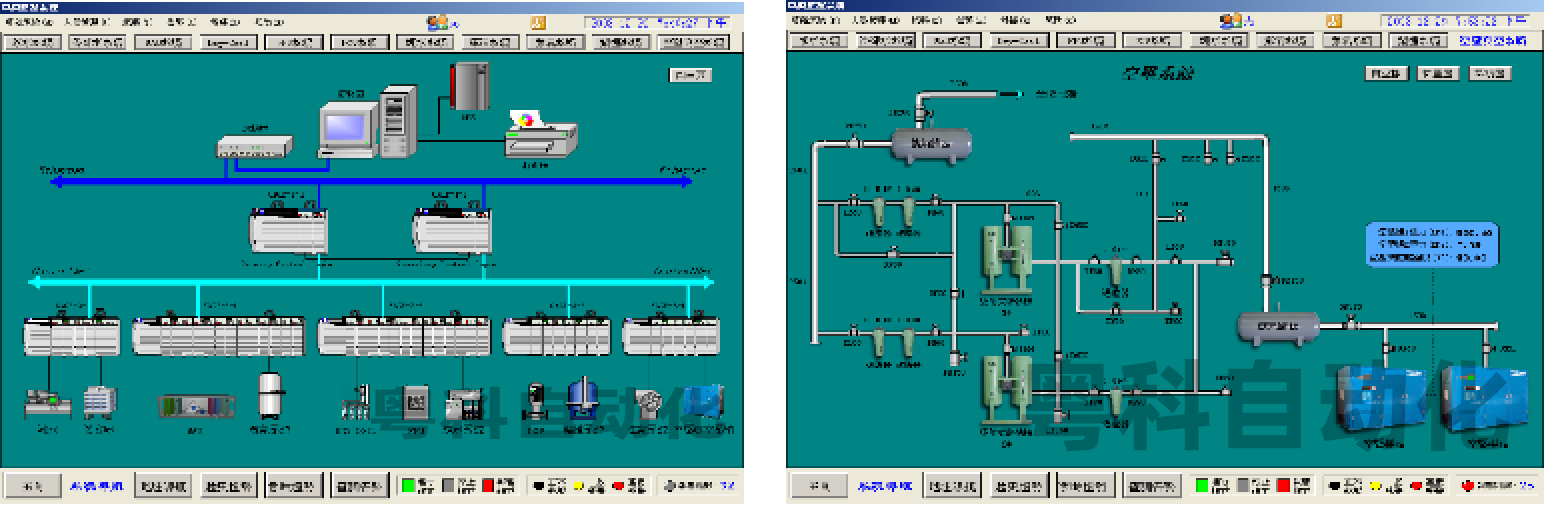
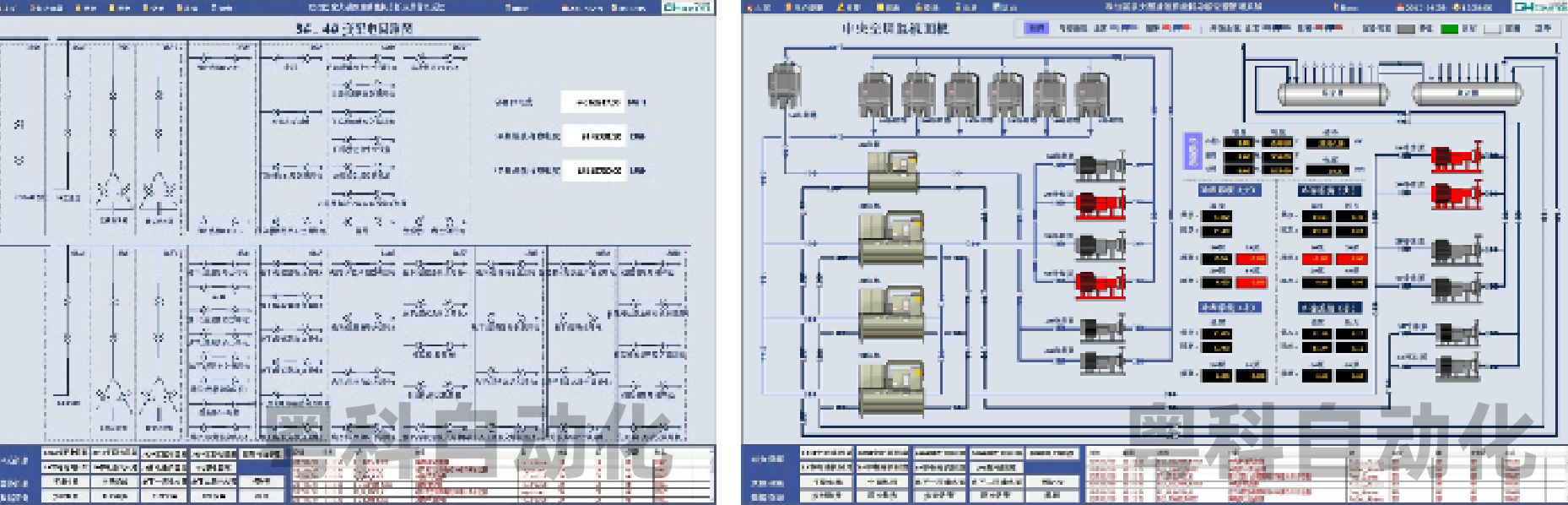
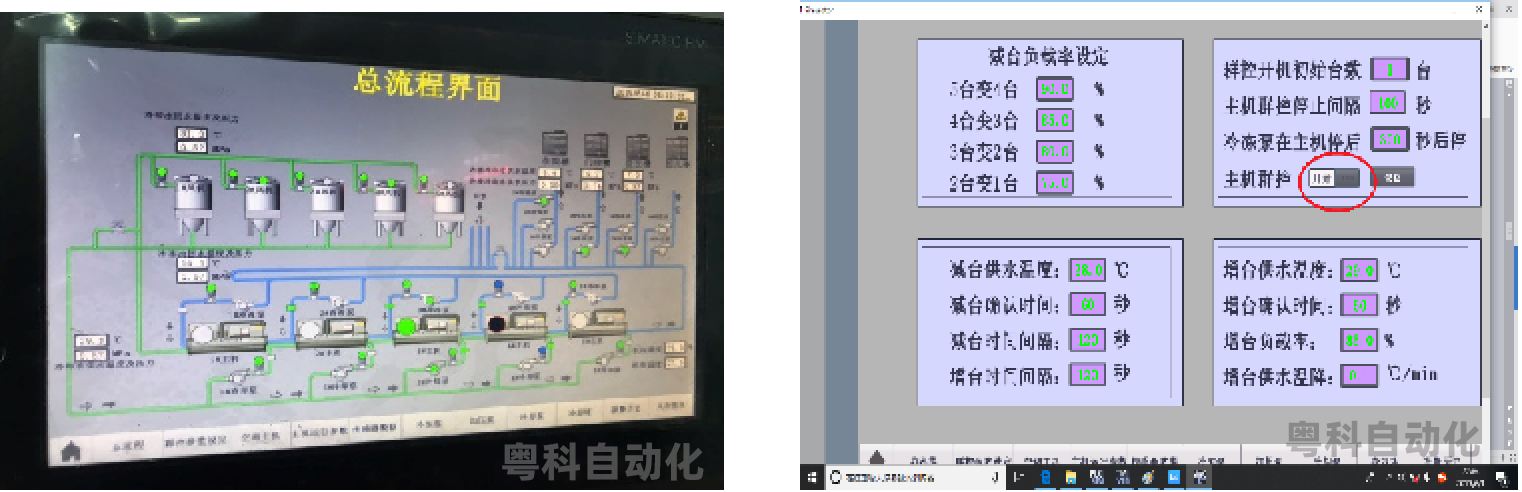
客户空调系统改造前只能在配电室人工操作柜门按钮控制,由于设备之间不能联动控制,当水泵发生故障时,不能自动停止对应的冷水机组,存在设备运行的安全隐患,影响运行效率,另一方面空调系统供冷调节不能自动匹配末端冷负荷,造成了能源的浪费,客户要求增加PLC控制系统实现空调自动控制的目的。
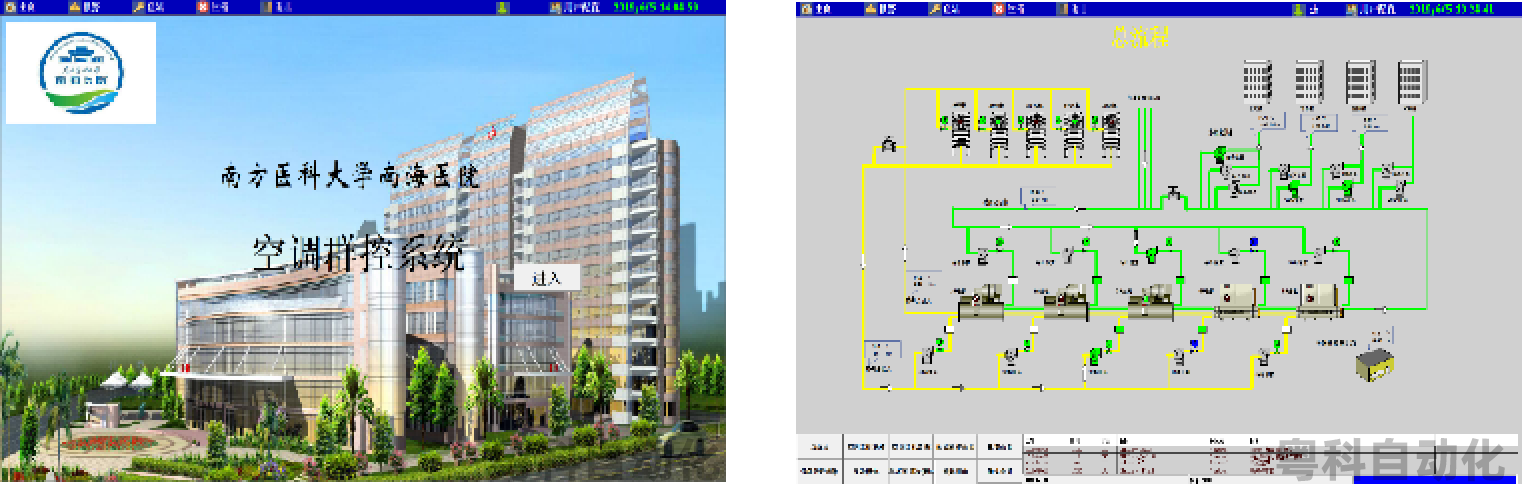
该项目是为客户空调系统群控改造,实现了设备联动控制、群控自动控制、智能报表等功能。
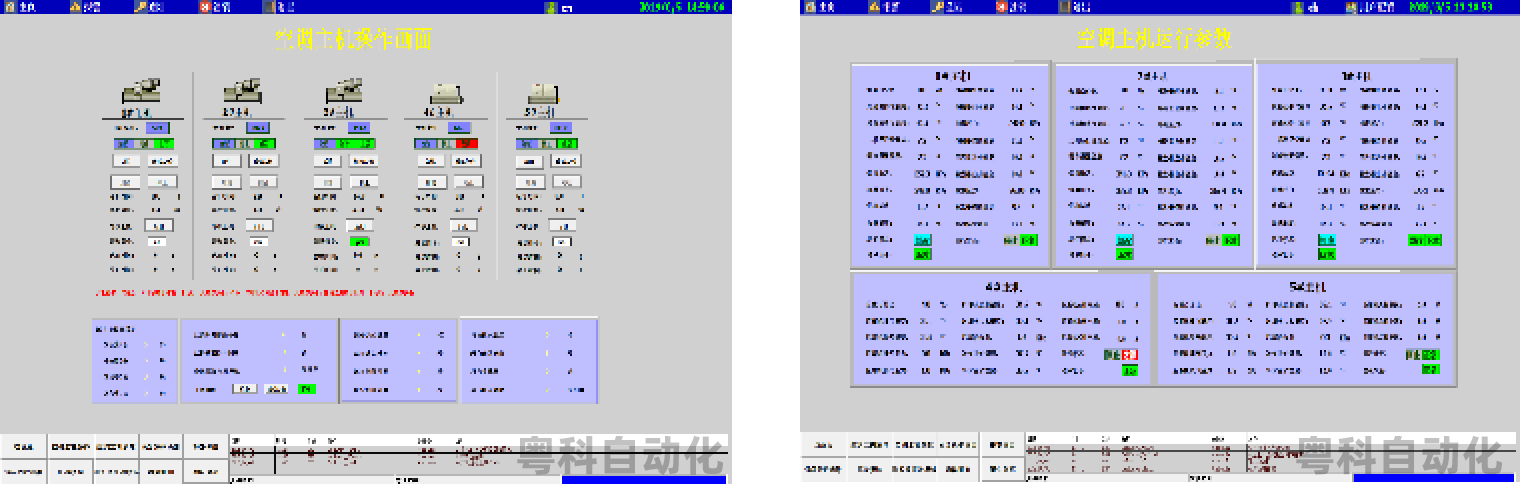
· 实现冷水机组空调系统和风冷机组空调系统的监控。
· 实现机组、冷却塔、水泵的联动控制。
· 实现了空调系统的群控自动运行功能。
· 自动生成运行报表。
· 减少现场操作人员的数量和劳动强度
客户厂区面积10万平方米,是中国碱性锌锰电池最大的生产基地之一,是无汞碱性锌锰电池生产技术领导者,碱性锌锰电池产量居全国同行业前列。
目前客户有14条世界领先的碱性电池生产线,年产碱性电池约30亿粒。

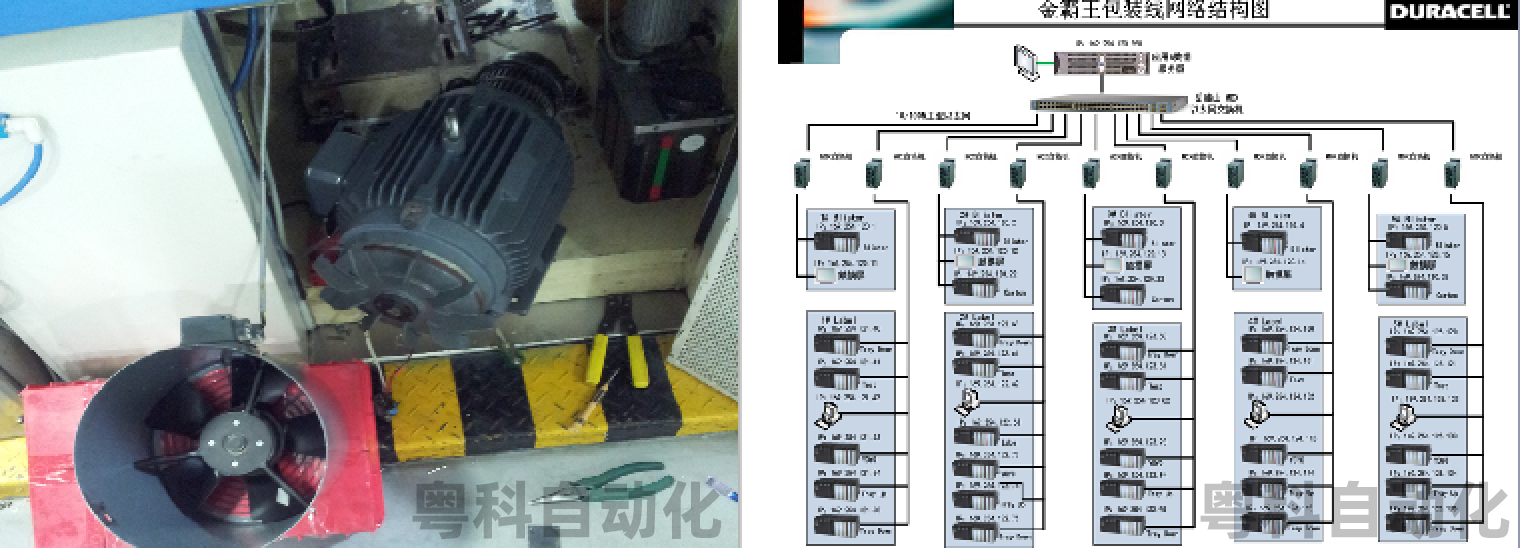
该项目是客户厂内一系列的自动化设备升级改造,最大限度实现自动化、无人化,提高生产效率,减少停机时间。
·实现标签机自动清线功能,减少现场操作人员的数量和劳动强度。
·通过改造,实现进口生产线的备件国产化,降低维护成本。
·设备OEE在线实时监控,减少停机时间,提高生产效率。
·通过条码扫描,实现阳极间物料的追溯。
客户的广州基地聚集了研发、采购、企业、生产制造、营销、服务等在内的全价值链体系。在整车生产领域,广州基地拥有被誉为“世界级母工厂”的花都工厂。其中花都工厂由一工厂和二工厂组成,整体占地面积247.5万平方米,年整车规划生产能力55万辆。冲压车间的废料线目前是本地控制,缺乏上位监控系统,对日常维护造成一定影响。

该项目是客户的废料线控制系统改造,实现了设备监控、智能报表等功能。

·对电机的电流、温度、振动等重要参数进行了监视和记录,提前感知设备故障,进行预测性维护。
·对各生产线的废料传输带进行了整体监控,提高了故障处理效率。
·自动生成报表。